Обработка поверхностей деталей летательных аппаратовРефераты >> Авиация и космонавтика >> Обработка поверхностей деталей летательных аппаратов
2.4 Расчет параметров алмазного выглаживания цилиндрической части.
Алмазное выглаживание заключается в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом-выглаживателем, что позволяет получить упрочненную поверхность с низкой шероховатостью и сжимающими остаточными напряжениями, распространяющимися на значительную глубину. При этом в месте контакта инструмент-деталь (в очаге деформирования) происходит локальный переход металла в состояние текучести, в результате чего изменяются характеристики поверхностного слоя, что в итоге повышает сопротивление усталости деталей при эксплуатации.
Назначение режимов обработки выглаживания сводятся к определению оптимальных значений силы выглаживания ![]() , радиуса
, радиуса ![]() рабочей части индентора, подачи
рабочей части индентора, подачи ![]() , скорости обработки
, скорости обработки ![]() , числа рабочих ходов
, числа рабочих ходов ![]() .
.
Критерий выбора радиуса сферы – твердость материала.
Для стали 12Х2Н4А назначим ![]() = 3.4
= 3.4 ![]() [2, стр.62].
[2, стр.62].
Оптимальное значение силы выглаживания![]() можно определить по формуле:
можно определить по формуле:
![]() Н
Н
Здесь:
с = 0,008 – коэффициент, учитывающий условия обработки,
![]() – диаметр детали,
– диаметр детали,
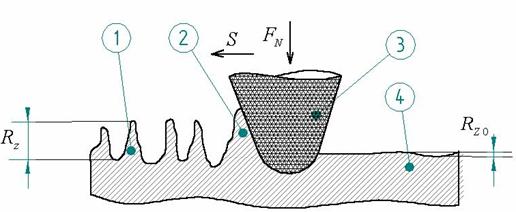
Рис. 6. Схема деформирования поверхностного слоя
при алмазном выглаживании ( в направлении подачи)
1-микронеровности исходной поверхности; 2- наплыв;
3-выглаживатель; 4- поверхность после выглаживания
Назначим величину продольной подачи s = 0,08 ![]() [2, стр.62], тогда полученная шероховатость
[2, стр.62], тогда полученная шероховатость![]() вычислится по следующей формуле:
вычислится по следующей формуле:
![]()
![]()
Параметры шероховатости зависят также от числа рабочих ходов z выглаживателя. С увеличением z до 2…3 параметр шероховатости уменьшается в меньшей степени. При z > 4 возможен перенаклеп ПС.
Определим глубину наклепанного слоя по зависимости Серенсена С.В. [2, стр.19]:
 , где d – диаметр детали;
, где d – диаметр детали;
![]() – прочность после упрочнения;
– прочность после упрочнения;
![]() – прочность сердцевины;
– прочность сердцевины;
d – глубина наклепанного слоя
![]() =750
=750 ![]()
![]()
![]() – Увеличение прочности поверхности повышается на 17% по сравнению с исходной величиной прочности [2, стр. 64] для стали 12Х2Н4А.
– Увеличение прочности поверхности повышается на 17% по сравнению с исходной величиной прочности [2, стр. 64] для стали 12Х2Н4А.
Следовательно толщина упрочненного слоя:

Список использованных источников
1. Саливанов Д.С. конспект лекций по курсу Белоусова В.С. «Обработка поверхностей деталей ЛА», 2002.
2. А.К. Карпец, В.С. Белоусов, В.И. Мальцев упрочнение деталей авиационных конструкций ППД: Учеб. пособие. – Новосибирск: Изд-во НГТУ. 1995. – 79 с.