Жгутовой монтаж узлов и блоков ЭВМРефераты >> Программирование и компьютеры >> Жгутовой монтаж узлов и блоков ЭВМ
Маркировка проводов липкими лентами заключается в наложении на концы проводов бандажей из этой ленты. Наибольшее применение получила маркировка с помощью маркировочных бирок, изготовленных из полихлорвиниловых трубок. Бирку закрепляют на конце провода. При этом бирка должна перекрывать обрез его изолирующей оплетки на 1—3 мм. Бирки надевают на провода таким образом, чтобы было исключено сползание их при тряске и вибрациях. Условные обозначения на поверхности маркировочных бирок оговорены в электромонтажных схемах и выполняются в соответствии с отраслевыми стандартами. Изготовление бирок (маркировка, сушка, отрезка) производят на специальных автоматах.
Монтажные провода свивают для исключения электрических наводок и уменьшения взаимного влияния цепей. Шаг свивания составляет 10—40 мм и увеличивается в зависимости от возрастания сечения провода (0,05—0,75 мм2). Эту операцию выполняют вручную с помощью дрели или на специальных станках.
РАСКЛАДКА ПРОВОДОВ
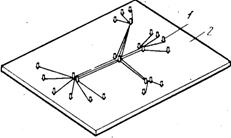
Конструктивно-технологическая отработка жгута дает возможность изготовить его вне ЭВА путем раскладки монтажных проводов и кабелей на шаблоне. В зависимости от конфигурации жгутов применяют плоские или объемные шаблоны. Плоский шаблон (рис. 8) представляет собой основание 2, на котором в соответствии с трассировкой (см. рис. 2) 'и конфигурацией жгута расположены металлические шпильки 1. Между шпильками производят укладку монтажных проводов. Чтобы предохранить провода от повреждения,
Рис. 8. Плоский шаблон для раскладки проводов на шпильки надеты изоляционные трубки. Для фиксации концов проводов в
конструкции шаблона предусмотрены отверстия, расположенные рядом со шпильками, или специальные зажимы. Объемный шаблон имеет дополнительные элементы, позволяющие вести раскладку проводов и фиксацию их в трех плоскостях.
Существуют универсальные плоские шаблоны, которые имеют отверстия, расположенные с определенным шагом и предназначенные для установки шпилек. Схема размещения шпилек на шаблоне может быть изменена в зависимости от трассировки и конфигурации жгута.
Разработаны конструкции электрифицированных шаблонов, которые повышают производительность изготовления жгутов и исключают ошибки монтажа. На таком шаблоне концы монтажных проводов фиксируют специальными зажимами, электрически связанными с сигнальными (зеленые) и контрольными (красные) лампами. Лампы и зажимы-кнопки коммутированы таким образом, что при включении шаблона в сеть загораются две лампочки первой трассы. При правильной укладке и фиксации провода загораются лампочки второй трассы и т. д. Электрифицированные шаблоны дороже обычных, и их целесообразно применять в серийном производстве ЭВА.
При раскладке проводов на шаблонах, определены некоторые общие правила. Из проводов различного сечения следует изготавливать несколько жгутов, объединяя провода, близкие по диаметрам. изоляции (например, от 1 до 3 и от 3 до 6 мм). Экранированные привода должны быть расположены внутри жгута, поэтому с них начинают раскладку. Экраны предварительно разделывают и спаивают, при наличии наружной металлической оплетки ее обматывают киперной лентой или изолируют трубкой. Внутрь жгута укладывают короткие провода малых сечений. Длинные провода укладывают снаружи с образованием лицевой стороны. Запасные провода должны находиться сверху с обеспечением доступа к их концам. Эти правила достаточно легко выполнить при раскладке вручную.
Последовательность раскладки проводов на шаблоне вручную устанавливается таблице» соединений с учетом перечисленных правил. Часто на шаблоне размещают чертеж-схему с обозначением трасс. Конец провода, смотанного с бухты, маркируют с помощью бирки и фиксируют на шаблоне. Провод отрезают по месту после раскладки между шпильками и маркируют его конец. Эти переходы повторяют многократно. Разделку концов при такой последовательности операций осуществляют после вязки жгута. Ручную раскладку на шаблоне выполняет монтажник, и она весьма трудоемка. В серийном производстве она может быть механизирована с помощью устройства с программным управлением.
ВЯЗКА ЖГУТОВ
Два (и более) параллельно идущих по одной трассе изолированных провода длиной более 50 мм должны быть связаны в жгут. Исключением может явиться только недопустимое увеличение взаимных наводок в электрических цепях. Для вязки применяют нитки, шнуры, тесьму, изоляционные ленты, термоусадочные трубки и др. Операцию осуществляют, как правило, на шаблоне.
Шаг вязки t зависит от сечения проводов, числа проводов n и диаметра D жгута (табл. 2). На криволинейных участках шаг должен быть уменьшен в зависимости от диаметра н радиуса изгиба жгута. В местах разветвления проводов вязка должна иметь 2—5 витков на всех ветвях, бандажи должны быть сделаны из 2—3
рядом лежащих петель. Концы жгута должны иметь бандажи и оконечные узлы
(рис. 9).
Таблица 2. Шаг вязки жгутов
|
Сечение проводов менее 0,35 мм2 |
Сечение проводов более 0,35 мм2 | |||
|
n, шт. |
t, мм |
D, мм |
t,мм | |
|
<5 5-15 15-20 >20 |
5-10 £ 10 10-12 11-30 12-18 £ 25 > 30 |
15-20 8-30 30-40 | ||
![]()
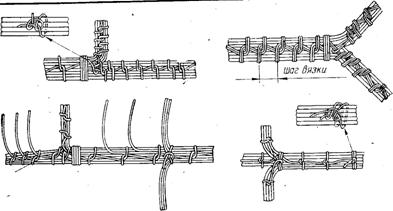 Вязку осуществляют в одну, две нитки и более с натяжением вручную или с помощью приспособлений. Для снижения трудоемкости процесс вязки жгутов механизируют, используя пневматические пистолеты [4], а иногда и автоматизируют, осуществляя вязку жгутов на специальных полуавтоматических станках. Последовательность вязки жгутов показана на рис. 10, а—д.
Вязку осуществляют в одну, две нитки и более с натяжением вручную или с помощью приспособлений. Для снижения трудоемкости процесс вязки жгутов механизируют, используя пневматические пистолеты [4], а иногда и автоматизируют, осуществляя вязку жгутов на специальных полуавтоматических станках. Последовательность вязки жгутов показана на рис. 10, а—д.
Для защиты от механических повреждений жгут по всей длине или на
Рис. 9. Способы вязки жгута определенном участке обматывают изоляционной лентой. Если он состоит из проводов с хлопчатобумажной или' шелковой изоляцией, то для защиты от влаги жгут пропитывают водоотталкивающим составом. Для защиты от воздействия высокой температуры или агрессивной среды жгуты помещают в трубчатые, ленточные, полосовые или плетеные оболочки. Их надевают вручную или на станке после снятия жгута с шаблона. Таким образом, вязка жгутов является не менее трудоемкой операцией, чем раскладка и маркировка проводов.