Автоматизированные РТКРефераты >> Программирование и компьютеры >> Автоматизированные РТК
Второй уровень автоматизации все чаще обеспечивается созданием роботизированных технологических комплексов (РТК), в которых робот обслуживает одну единицу или группу оборудования.
Третий уровень автоматизации — автоматизация контроля, ранее выполняемого станочником:
за состоянием инструмента и своевременной его заменой (контроль за фактическим ресурсом каждого инструмента и размерный контроль положения режущих кромок);
качества обрабатываемых деталей (размеров, а в необходимых случаях и обрабатываемой поверхности);
за состоянием станка и удалением стружки, а также контроль и подналадка технологического процесса (адаптивное управление).
Автоматизация перечисленных выше функций дополнительно освобождает человека от постоянной связи с машиной и позволяет расширить сферу обслуживания оборудования одним человеком. Такая автоматизация обеспечивает длительную работу оборудования по обработке деталей одного наименования при минимальном участии или даже без участия человека в течение одной -двух смен. Широкое распространение такого метода ограничено необходимостью, иметь достаточный запас деталей одного наименования для работы оборудования в течение нескольких смен.
Третий уровень автоматизации обеспечивается созданием адаптивных РТК роботизированных технологических комплексов, а также гибких производственных модулей, представляющих собой комплект, состоящий из многооперационного станка (обрабатывающего центра), устройств приема и перемещения спутников (полет), ПР (или автооператоров), устройств контроля, диагностирования, подналадки и других вспомогательных механизмов и устройств, управляемый от общего устройства управления.
Четвертый уровень автоматизации — автоматическая переналадка оборудования. Переналадка оборудования на обработку изделия другого наименования на существующем оборудовании пока осуществляется вручную. Если процесс переналадки технически не подготовлен, то он может занимать значительную часть общего календарного времени (от нескольких часов до целой смены и больше). Чем чаще требуется переналадка (по условиям производства), тем больше оказываются потери времени и сужается зона обслуживания одним рабочим. Поэтому одной из центральных задач на современном этапе является совершенствование систем переналадки оборудования — применяемых приспособлений, инструмента и оснастки, а также методов задания циклов и режимов обработки, упрощение переналадки загрузочных устройств, контрольных систем и т. д. В идеале следует стремиться к созданию систем обеспечения функционирования оборудования и всех сопутствующих вспомогательных устройств, которые были бы способны осуществить автоматическую переналадку оборудования.
Оборудование с автоматической переналадкой экономически выгодно при обработке любых партий деталей и пригодно к выпуску сборочных комплектов деталей, необходимых для обеспечения ритмичной работы сборочных цехов. Оно позволяет существенно сократить объемы незавершенного производства, свести к минимуму производственный цикл изготовления изделий.
Высокая стоимость всех средств автоматизации, технические трудности, стоящие на пути создания высоконадежного
оборудования и средств контроля и управления, пока сдерживают широкое использование в машиностроении этой наиболее высокой ступени автоматизации.
Пятый уровень автоматизации — гибкие производственные системы (ГПС). ГПС должны обеспечивать автоматическое производство деталей различными партиями. При этом себестоимость продукции и производительность ГПС близки к достигаемым в современном массовом производстве при изготовлении деталей одного наименования.
ГПС в общем случае должна обеспечивать комплексную автоматизацию всех звеньев производственного процесса, включая процессы обработки и управления, подготовку производства, разработку конструкторской и технологической документации и планирование.
|
|
В условиях массового производства ГПС может включать автоматизированные линии, допускающие переналадку на обработку неизвестных заранее конструктивных модификаций деталей, а в условиях серийного и мелкосерийного производства — автоматизированные участки, роботизированные комплексы, станочные модули и т. п. Таким образом, понятие гибкого автоматизированного производства распространяется на сложные производственные системы (автоматизированные предприятия и заводы-автоматы) и на их структурные составляющие: автоматизированные цехи, автоматизированные и роботизированные участки, гибкопереналаживаемые автоматизированные линии и роботизированные комплексы.
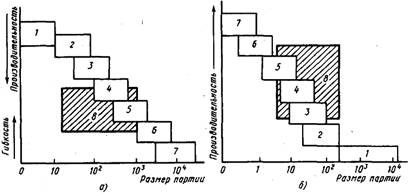
Рис. 1 Примерные границы практического использования оборудования некоторых типов, различающихся уровнем автоматизации в зависимости от :
а — размера партии; б — числа наименований обрабатываемых деталей; 1 — универсальные станки с ручным управлением; 2 — операционные станки с программным управлением; 3 — обрабатывающие центры; 4 — РТК я ГПМ; 6 — ГАУ; 6 — ГАЛ; ГАЦ; вводы; 7— автоматические линии; 8 — ГПС
Повышение уровня автоматизации применяемого оборудования тесно связано с ростом уровня организации всего производства на данном предприятии. Изолированный гибкий производственный модуль или станок с программным управлением оказывается неэффективным при одиночном использовании на предприятиях, где не применяют другие станки с программным управлением, поскольку вся система организации производства на предприятии не соответствует требованиям, предъявляемым новой высокопроизводительной техникой.
Гибкие производственные модули (ГПМ), гибкие автоматизированные участки (ГАУ) и гибкие автоматизированные линии (ГАЛ) должны стать основными видами гибких автоматизированных производственных систем в машиностроении на двенадцатую пятилетку. В дальнейшем, по мере их совершенствования, будут создаваться гибкие автоматизированные цехи (ГАЦ) и гибкие автоматизированные заводы, которые могут включать автоматизированные системы управления (АСУ) производством, типовые системы автоматизированного проектирования (САПР машиностроения) и автоматизированные системы технологической подготовки производства (АСТПП).
Точные границы области рационального применения различных видов оборудования в зависимости от типа производства очертить невозможно, так как они зависят от конкретных технико-экономических показателей и характера обрабатываемых деталей. Построенные на основе статистических данных примерные границы практического использования различных типов оборудования и комплексов, различающихся уровнем автоматизации, показаны на рис.1 Заштрихованная часть области для ГПС статистически соответствует наиболее частому их использованию и определяет направление научно-следовательских и поисковых работ.
Основные типы роботизированных технологических комплексов.
Промышленные роботы (ПР) призванные заменить ручной труд человека машинным трудом, являются принципиально новым технологическим средством, позволяющим завершить комплексную автоматизацию производства и придать последнему свойство гибкой переналадки на различные технологии и изготовляемые изделия.