Проектирование технологического процесса изготовления детали скоба методом холодной штамповкиРефераты >> Технология >> Проектирование технологического процесса изготовления детали скоба методом холодной штамповки
n резание металлов
n обработка давлением
Вначале необходимо вычислить габаритный размер детали в развернутом виде. Ширина известна по чертежу и равна h=85 мм, для определения длины заготовки воспользуемся формулой. В нашем случае r![]() 0,5S, следовательно:
0,5S, следовательно:
|
|
lз![]() , где
, где ![]() - сумма прямолинейных участков, мм;
- сумма прямолинейных участков, мм; ![]() - угол гибки, градусы;
- угол гибки, градусы; ![]()
![]() , здесь ri - внутренний радиус гибки, мм; x - коэффициент смещения нейтрального слоя
, здесь ri - внутренний радиус гибки, мм; x - коэффициент смещения нейтрального слоя
lз=65+![]() =83,28 мм
=83,28 мм
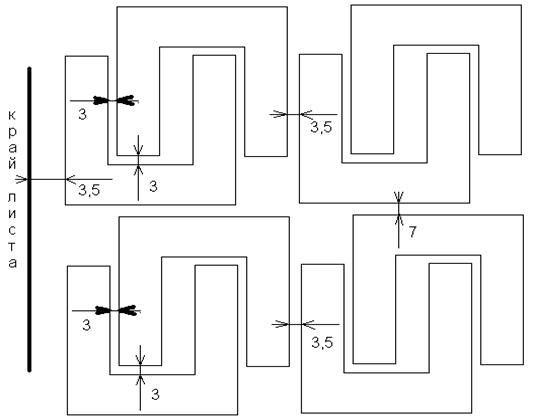
В качестве исходного материала возьмем лист дюралюминия размером 3х2000х6000 мм. Детали будут размещены на нем следующим образом (рис.1). Исходя из этого лист нужно будет вначале разрезать, используя многодисковые ножницы, на полосы размером 3х116,5х6000. То есть мы будем использовать продольный способ разрезки. В листе уместится 17 таких полосок, а в одной такой полосе будет умещаться 17 заготовок. Значит из одного листа будет получатся 289 заготовок
Из полученных полос заготовки будут вырубаться при помощи штампа. Далее им будет придана необходимая форма при помощи гибочного пресса, и одновременно в них будет проделаны отверстия. После этого при помощи сверлильного станка будет произведена последовательная зенковка всех отверстий.
Рассчитаем Ким - коэффициент использования материала.
Ким=![]()
![]()
![]() =0,08
=0,08
Разработка техпроцесса изготовления детали.
1. Подготовить исходный лист дюралюминия.
2. Резка исходного листа на полосы 3х116,5х6000, с помощью многодисковых ножниц.
3. Подготовка исходных полос.
4. Подготовка поверхности инструмента. (пуансона и матрицы).
5. Нанесение технологической смазки на заготовку и инструмент.
6. Вырубка заготовки детали пробивка отверстий, гибка.
7. Удаление изделия и отходов.
8. Промывка деталей.
9. Выборочный контроль с использованием штангенциркуля.
10. Зенкование отверстий на сверлильном станке с использованием зенковки.
Расчеты усилий: резки заготовки, усилия прижима при вырубке, усилия штамповки, работы при штамповке.
Усилие резки заготовки:
 ,
,
гдеm- число пар ножей, S - толщина, ![]() - угол захвата материала дисками, град. (для дисковых ножей
- угол захвата материала дисками, град. (для дисковых ножей ![]() 140)
140)
![]() в=
в=![]() , где Pmax- максимальное усилие выдерживаемое деталями. Для дюралюминия Д16М оно равно 20~25 кг/мм2, будем брать усредненное значение, т.е. ~22 кг/мм2
, где Pmax- максимальное усилие выдерживаемое деталями. Для дюралюминия Д16М оно равно 20~25 кг/мм2, будем брать усредненное значение, т.е. ~22 кг/мм2
 =185,85 кг/мм2
=185,85 кг/мм2
Усилие прижима при вырубке:
![]() , где F - площадь детали, а qпр- табличная величина (для дюралюминия она равна 0,15 кг/мм2
, где F - площадь детали, а qпр- табличная величина (для дюралюминия она равна 0,15 кг/мм2
Pпр = 0,15 ![]() 3464,8 = 519,7 кг/мм2
3464,8 = 519,7 кг/мм2
Усилия вырубки:
Pв=LS![]() , где L- длина периметра вырубки,
, где L- длина периметра вырубки, ![]() -сопротивление срезу (для дюралюминия ~12 кг/мм2)
-сопротивление срезу (для дюралюминия ~12 кг/мм2)
Рв=456![]() 3
3![]() 12=16416 кг/мм2
12=16416 кг/мм2
Усилия штамповки:
![]() В, где Kr - коэффициент зависящий от схемы гибки и принимаемый для одноугловой гибки равным 0,2; B - ширина детали, мм; S - толщина металла, мм;
В, где Kr - коэффициент зависящий от схемы гибки и принимаемый для одноугловой гибки равным 0,2; B - ширина детали, мм; S - толщина металла, мм; ![]() в - предел прочности материала, кгс/мм2
в - предел прочности материала, кгс/мм2
При гибке с прижимом к усилию гибки прибавляют усилие прижима, равное Pпр =(0,25 ~0,30)Р.
Р=0,2![]() 85
85![]() 3
3![]() 22=1122 кг/мм2
22=1122 кг/мм2
Итого:
Рполное=Рв+Рпр+Р=16416+519,7+1122=18057,7 кг/м
Работы при штамповке:
Ап = ![]() - работа прижима, кгс
- работа прижима, кгс![]() м
м
Аn=![]() =31,18 кгс
=31,18 кгс![]() м
м
Ap=![]() - работа резания кгс
- работа резания кгс![]() м
м
Ар=![]() =49,25 кгс
=49,25 кгс![]() м
м
Итого полная работа при штамповке будет равна:
А=Ар+Ап=49,25+31,18=80,43 кгс![]() м
м
Выбор оборудования.
Для разрезки исходных листов металла на полосы применим многодисковые ножницы, число пар дисков в которых должно быть равно числу получаемых полос, т.е. они должны иметь 17 пар дисковых ножей. Также необходимо учесть что ножницы должны обеспечивать рабочее усилие 185,85 кг/мм2.
Для проведения гибки, вырубки и пробивки отверстий, нам необходим пресс который бы обеспечивал необходимое усилие в 18057,7 кг/мм2. Для этого подойдет самый простейший пресс - кривошипный одностоечный. В промышленности прессы такого рода используются в следующих диапазонах усилий: 10, 16, 25, 40 . Т. Пресс необходимо подбирать по усилию с запасом, для наших целей подойдет пресс с усилием в 25 Т.
Конкретно нам подойдет пресс КД1424 со следующими параметрами:
n пресс кривошипный открытый одностоечный механический простого действия