Керамические глазуриРефераты >> Технология >> Керамические глазури
Механизм глушения глазурей соединениями циркона сводится к ликвационному разделению, когда стекло делится на области, обогащенные цирконием, а также области с повышенным содержанием кремния. Первым в расплавленной глазури всегда выделяется руффит (тетрагональная разновидность ZrO2) Затем руффит реагирует с кремнеземом расплава и образует циркон, либо в случае незавершенности этого процесса может перейти на стадии охлаждения в бадделеит (моноклинная разновидность ZrO2). Предложенный механизм позволяет объяснить причины кристаллизации в глазурях то одного циркона, то циркона в сочетании с руффитом и реже с бадделеитом.
Из зарубежной практики известно применение в качестве сплавов циркона с оксидами щелочных и щелочно-земельных металлов. Они имеют торговые марки «Мельтопакс» (Na2ZrSiO4), «Цироксил SA» (Ca2CrSiO5), «Цироксил S» (ZnZrSiO5) и ряд других (K2ZrSi05, MgZrSiO5). У этих препаратов осуществлена предварительная реакция между карбонатами и цирконом, что облегчает процессы плавления и обеспечивает определенное преимущество при использовании нефриттованных глазурей, особенно в условиях скоростного обжига.
Белизна глазурей всех типов также зависит от структуры покрытия. Желательной является такая структура, при которой кристаллы глушителя распределены на поверхности глазурного слоя равномерно. Их число в единице объема, помимо массового содержания, зависит от размеров и состава выделений. Оптимальное глушение достигается мелкокристаллическими образованиями (0,1-0,2 мкм), концентрация которых достигает 2,5 шт/мкм2. Как уже отмечалось, ликвационная структура усиливает ликвацию.
Весьма важным фактором для обеспечения высокой степени глушении является полнота использования введенного циркона (цирконового концентрата). Для повышения кристаллизационной способности рекомендуется введение минерализаторов (ZпО, MgO, F' и др.), при этом количество выделившегося в кристаллическую фазу ZrО2 может быть доведено до 95-99%
Для получения цветных глазурных покрытий в промышленности широко применяются пигменты Дулевского красочного завоза. Воронежского завода керамических изделий, в небольших количествах пигменты Киевского завода художественной керамики и Ленинградского фарфорового завода «Горн», а также завозимые из других стран. Реже применяются глазури, окрашенные оксидами металлов, а также другими материалами, включая отходы производства (кристаллические сланцы, диабазы, гальванические шламы, отработанные катализаторы). При приготовлений цветных глазурей пигменты вводятся в количестве от 0,1 до 5% (сверх 100%) в зависимости от интенсивности окраски пигментов к желаемой насыщенности цвета покрытия.
Более широкая палитра цветных покрытий обеспечивается смешиванием двух или трех пигментов в процессе приготовления цветных глазурей, а также путем использования различных фритт (прозрачных, заглушенных и др.).
Установлено, что для получения чистого цветового тона покрытия необходимо к каждому пигменту строго подбирать глазурь, так как в противном случае пигмент может разрушиться, в результате чего интенсивность окраски уменьшится или покрытие приобретет некачественную окраску. Поэтому ряд зарубежных фирм для обеспечения различных по цвету покрытий используют несколько (иногда до 8-10) глазурей различных составов.
С целью предохранения пигментов от преждевременного разрушения, сопровождающегося уменьшением интенсивности окраски покрытия, их следует загружать в шаровую мельницу за 1-2 ч до окончания помола фритты.
Приготовление глазурей
Приготовление глазури начинается с выбора и подготовки сырьевых материалов. При этом особое внимание уделяется контролю химического состава всех сырьевых компонентов глазури. При составлении шихтовой рецептуры нужно использовать самые чистые и высококачественные материалы. Необходимо также периодически проверять влажность исходных компонентов, так как у многих из них (сода, бура и др.) влажность во время хранения может сильно меняться, что приводит к нежелательным изменениям химического состава глазури.
При приготовлении сырьевой смеси для варки фритты необходимо использовать компоненты с размером частиц не более 0,2 мм. Смесь должна быть хорошо гомогенизирована. Эти факторы имеют решающее значение для правильного и быстрого протекания процесса фриттования. Плавку фритты ведут преимущественно во вращающихся барабанных печах периодического и в ванных печах непрерывного действия.
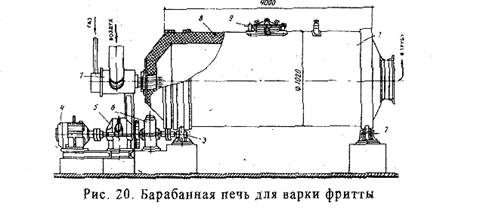
Фриттоварочная вращающаяся печь периодического действия (рис. 1) представляет собой металлический барабан 1, футерованный внутри высокоглиноземистым огнеупорным кирпичом 8. Горячие газы от горелки 7 подаются через отверстие в торцевой части внутрь барабана, нагревают и расплавляют находящуюся там глазурную шихту и через отверстие в противоположном днище отбираются в атмосферу. Шихту (1120 кг) загружают из кюбеля через люк 9. При нагреве и расплавлении шихты барабан на опорных роликах 2, 3 от электромотора 4 через редуктор 5 и синхронизатор б периодически (через 8-12 мин) поворачивают для гомогенизации расплава на 90-120 "С. Готовая фритта через боковой люк по приставному охлаждаемому лотку сливается в наполненный водой приямок, где от резкого охлаждения распадается на гранулы, и затем направляется на склад или к бункер для хранения.
Большой недостаток такого типа печей - быстрый выход из строя огнеупорной футеровки (средний срок службы 0,5-1,5 месяца).
Фриттоварочная ванная печь непрерывного действия - более современный тепловой агрегат для приготовления фритты, так как улучшается качество готового продукта, вследствие более равномерного провара и большей однородности состава фритты, и повышается степень механизации вспомогательных процессов.
Приготовленная шихтовая смесь из бункера 2 толкающим питателем 1 через загрузочное окно 3 подается в варочное пространство 5 ванной печи (рис. 2). Питатель сблокирован с уровнемером, благодаря чему зеркало расплавленной массы поддерживается на постоянном уровне. За счет теплоты сжигания газа в горелках 4 шихта при 1300-1450 °С плавится, перетекает в выработочную часть 6 и через окно 7 сливается в наполненный проточной водой металлический резервуар - гранулятор. Далее охлажденная я гранулированная шихта подается ковшовым элеватором в бункеры запаса. При площади зеркала стекломассы 12 м2 суточная производительность печи в зависимости от состава глазури составляет 8-10 т.
Хорошо проваренная фритта должна представлять собой прозрачное стекло и не иметь узелков из непрореагировавших материалов на нитке расплава.
При помоле фритты в шаровую мельницу вместе с водой вводят до 10% высокосортной беложгущейся глины или каолина для суспензирования частиц глазури в воде и предупреждения отстаивания и осаждения частиц в шаровой мельнице во время ее остановки, а также для хранения в емкостях. В некоторых случаях частично или полностью глинистую добавку заменяют на 0,1-0,3% натриевой соли карбоксилметилцеллюлозы (КМЦ). При этом КМЦ вводят в глазурь за 1-2 ч до окончания помола, так как при более длительном помоле полимерные цепи КМЦ разрушаются и эффективность ее как связующего вещества снижается.