СпаиваниеРефераты >> Технология >> Спаивание
· влагостойкостью. При воздействии воды на поверхность стекла происходит гдролиз, в результате которого освобождаются щелочи, в свою очередь воздействующие на стекло:
NaSO3+H2O«H2SO4+2NaOH
Разрушение стекла ускоряется при колебаниях влажности воздуха. Электронике следует использовать стекла с высокой влагостойкостью - устойчивостью к воздействию паров щелочных металлов. Эти пары действуют на стекло восстанавливающе.
Вакуумные свойства стекол - это свойства стекол только при высоком вакууме. Наибольшую скорость диффузии через стекло имеет гелий, затем водород. Скорость диффузии значительно возрастает с повышением температуры и уменьшается с увеличением толщины стенки стекла. Газопроницаемость кварцевого стекла при давлении 760 торр - 3150*10-13, натриевого - 9,8*10-13 см3/сек.см2 торр. Наименьшую газопроводность имеют амосиликатные стекла (содержащие Al2O3 около 20%).
· газы, связанные в структурные стекла, выделяющиеся после запайки вакуумного прибора. Газы выделяющиеся за счет их диффузии на внутреннюю стенку прибора. Наибольший объем в выделившихся газах составляют вода (96 .98%), остальные CO2, CO, H2, CH4 и др.
· газы, адсорбированные на поверхности стекол
· обезгаживание стекла производится в приборах постоянного вакуума. В этом случае удаляют газы адсорбированные на поверхности, в поверхностном слое и в структуре стекла. С поверхности газы удаляют при нагреве стекла на воздухе. Газы “поверхностного слоя” удаляют нагревом в вакууме.
Видимые дефекты стеклянных заготовок:
· пузыри в стекле - это полости заполненные газом; при оценке влияния их на качество учитываются размеры и расположение пузырей с точки зрения эксплуатационных требований.
· камни - это твердые кристаллические включения, которые не растворились в процессе варки стекла (непроваренные остатки шихты, или куски огнеупорных материалов). Для стекол в электронике камни создают большие напряжения из-за значительного расхождения КТР. Поэтому камни в стекле недопускаются, а если допускаются то при особых условиях.
· включения железа вызывают в стекле напряжения, поэтому наличие их также не желательно, как и камней.
· свили - это неоднородности в стекле с иными физическими свойствами, чем у стекла; проявление свилей вызвано отклонением химического состава или местной неоднородностью температуры и появлением больших напряжений.
· трещины и посечки в стекле должны быть ограничены.
· морщины - это неправильной формы волнообразные дефекты. Обычно на внешних частях изделия, определяющих товарный вид изделия, трещины недопустимы.
· складки и следы ножниц - это неправильной формы углубления в стекле, которые в отличие от морщин не выступают над поверхностью стекла.
Основы теории спаев металла со стеклом
К настоящему времени разработано большое количество теорий таких спаев. Однако наиболее полно основной механизм спаев - адгезию жидкости к твердому металлу объясняет электронная теория. Адгезия внешне проявляется в смачивании металла жидкостью. Смачивание - это проявление межмолекулярного воздействия жидкости и твердого тела, поэтому смачивание поддается управлению при помощи адсорбирующих добавок. Для силикатных расплавов этими добавками являются окислы кобальта, никеля, молибдена и др. Во многих случаях адсорбирующим слоем может быть пленка карбида, нитрида, силиката и так далее основного металла и наоборот эти пленки могут препятствовать смачиванию. Установлено, что наилучшим смачиванием расплавленное стекло на поверхности окисленного металла обладает при минимальном угле смачивания. Минимальный угол смачивания для всех стекол имеет место при отношении радиуса иона металла к радиусу иона кислорода равном 0,65. Таким образом, при радиусе иона кислорода 1,4А окисел должен иметь ионный радиус 0,91А. Считают, что в зоне спая построена решетка из анионов кислорода и катионов двух различных видов: катиона кремния в стекле и катиона металла в окисле. Силы взаимодействия между частицами решетки проявляются благодаря их сближению в результате тесного контакта стекла и металла при спаивании: анионы кислорода, связанные с катионами кремния, будут притягиваться катионами металла, равно как и анионы окисла металла, связанные с катионами металла, будут притягиваться катионами кремния.
Процесс спаивания металла со стеклом разделяют на два этапа:
предварительный, во время которого осуществляется сближение поверхностей спаиваемых материалов до молекулярных расстояний. Процессы в этой стадии управляются электростатическими силами;
конечный, во время которого образуются прочные связи, в основном координационно-ковалентные.
Спаиваемые материалы
Металлы. Широко распространены спаи со стеклом следующих металлов и сплавов: вольфрама, молибдена, платинита, сплавы железа, никеля, кобальта, хрома, аустенитные нержавеющие стали, ковар, титан, цирконий и др.
Стекла электровакуумной промышленности подразделяются на тугоплавкие и легкоплавкие. Это давление условно, а стекло относится к тугоплавкому или легкоплавкому в зависимости от КТР: у тугоплавких стекол КТР £55*10-7, эти стекла называют также твердыми, у легкоплавких стекол 80*10-7£ КТР £ 100*10-7, эти стекла называют также мягкими. Тугоплавкие стекла имеют боросиликатный состав (сумма SiO2 и Ba2O3 доходит до 90% по весу) или алюмосиликатный состав (сумма Al2O3 и SiO2 -72 .82%). Эти стекла применяют для изготовления колб, ножек и других деталей сложных и дорогих приборов: генераторных ламп, ионных приборов, магнетронов и так далее. Изготовляют согласованные спаи из этих стекол с вольфрамом и молибденом. Состав легкоплавких стекол более разнообразен. Легкоплавкие стекла применяют для изготовления массовой продукции ЭВП: колб, ножек, штегелей и других деталей осветительных и приемно усилительных, генераторных ламп, газосветных трубок, кинескопов, рентгеновских трубок и др.
Конструирование спаев
Качественные спаи металла со стеклом получают при удовлетворении требований к спаиваемым материалам и выборе соответствующего вида спая в зависимости от основной формы впаиваемой в стекло арматуры-детали. Спаи бывают следующих видов:
1. внешние или бусинковые, (рис.1,а);
2. сжатые (рис.1,б);
3. трубчатые рантовые (рис.1,в);
4. дисковые (рис.1,г);
5. окошечные (рис.1,д).
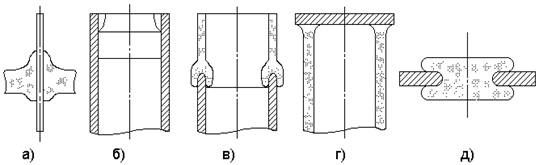
Рис.1. Основные виды спаев металла со стеклом.
Бусинковые, коошечные, сжатые спаи получают наиболее часто способом прессования в прессформах, в которых металлический ввод точно фиксируется; трубчатые и дисковые спаи выполняют на специальных станках, где ориентированные и разогретые до температуры спаивания элементы сдвигаются до соприкосновения и после небольшого сжатия-осадки получают утолщение, которое охватывает и смачивает место спая; в результате чего получают соединение-спай.
Технология спаивания металла со стеклом
При спаивании стекол друг с другом и с металлами необходимо прежде всего принимать во внимание напряжения обусловленные различием коэффициентов термического расширения. Для предупреждения разрушения спая эти напряжения не должны превышать предела прочности стекла на растяжение, а режим охлаждения должен способствовать уменьшению этих напряжений.