Литье в кокильРефераты >> Технология >> Литье в кокиль
Центрирующие элементы - контрольные штыри и втулки - предназначены для точной фиксации половин кокиля при его сборке. Обычно их количество не превышает двух. Их располагают в диагонально расположенных углах кокиля.
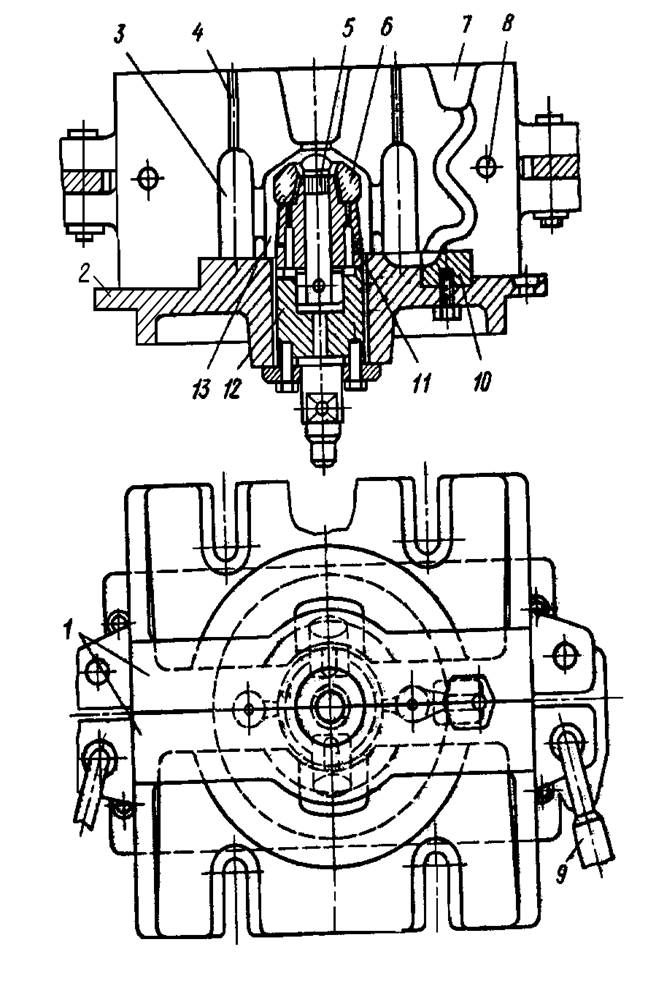
Запирающие механизмы предназначены для предотвращения раскрытия кокиля и исключения прорыва расплава по его разъему при заполнении, а также для обеспечения точности отливок.
Системы нагрева и охлаждения предназначены для поддержания заданного температурного режима кокиля. Применяют электрический и газовый обогрев. Первый используется для общего нагрева кокиля, второй более удобен для общего и местного нагрева.
Отливки из алюминиевых сплавов
Литейные свойства. Литейные алюминиевые сплавы разделяются на пять групп. Наилучшими литейными свойствами обладают сплавы 1 группы - силумины. Они имеют хорошую жидкотекучесть, небольшую (0.9-1%) линейную усадку, стойки к образованию трещин, достаточно герметичны. Эти сплавы склонны к образованию грубой крупнозернистой эвтектики в структуре отливки и растворению газов.
Сплавы 2 группы - медистые силумины. Эти сплавы обладают достаточно хорошими литейными свойствами и более высокой прочностью, чем силумины, менее склонны к образованию газовой пористости в отливках.
Сплавы 3 - 5 групп имеют худшие литейные свойства - пониженную жидкотекучесть, повышенную усадку (до 1.3%), склонны к образованию трещин, рыхлот и пористости в отливках. Получение отливок из этих сплавов требует строгого соблюдения технологии режимов, обеспечения хорошего заполнения формы, питания отливок при затвердевании.
Влияние кокиля на свойства отливок. Интенсивное охлаждение расплава отливок в кокиле увеличивает скорость ее затвердевания, что благоприятно влияет на структуру - измельчается зерно твердого раствора, эвтектики и вторичных фаз. Структура силуминов, отлитых в кокиль, близка к структуре модифицированных сплавов; снижается опасность появления газовой и газоусадочной уменьшается вредное влияние железа и других примесей. Это позволяет допускать большое содержание железа в алюминиевых отливках, получаемых в кокилях, по сравнению с отливками в песчаные формы. Все это способствует повышению механических свойств отливок, их герметичности.
Кокили для литья алюминиевых сплавов применяют массивные, толстостенные. Такие кокили имеют высокую стойкость и большую тепловую инерцию: после нагрева до рабочей температуры они охлаждаются медленно.
Положение отливки в форме должно способствовать ее направленному затвердеванию: Тонкие части отливки располагают внизу, а массивные вверху, устанавливая на них прибыли и питающие выпоры.
Литниковая система обеспечивает спокойное, плавное поступление расплава в полость формы, надежное улавливание окисных пленок, шлаковых включений и предотвратить их образование в каналах литниковой системы и полости кокиля, способствовать направленному затвердеванию и питанию массивных узлов отливки.
Используют литноковые системы с поводом расплава сверху, снизу, сбоку, комбинированные и ярусные.
Для получения качественных отливок скорость движения расплава должна убывать от сечения стояка к питателю. Поэтому для отливок из алюминиевых сплавов применяют расширяющиеся литниковые системы с соотношением:
fс : fк : fп = 1 : 2 : 3 или 1 : 2 : 4, где fс : fк : fп - площади поперечного сечения стояка, коллектора, питателя.
Для крупных (50 - 70 кг) и высоких (750 мм) отливок fс : fк : fп = 1 : 3 : 4 или 1 : 3 : 5.
Технологические режимы литья назначают в зависимости от свойств сплава, конфигурации отливки и предъявляемых к ней требований. Для регулирования скорости отвода теплоты от различных частей отливки толщину и свойства огнеупорных покрытий в различных частях кокиля часто делают различными. Для окраски в этих случаях используют трафареты. Поверхности каналов литниковой системы покрывают более толстым слоем красок с пониженной теплопроводностью, а поверхности прибыльных частей иногда оклеивают тонколистовым асбестом. Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры 650 К. Продолжительность охлаждения отливки до температуры выбивки определяют расчетом по специальным формулам и окончательно корректируют при доводке технологического процесса.
Литье в кокиль является одним из наиболее широко применяемых видов литья в настоящее время. Из-за автоматизации технологического процесса, литье в кокиль становится наиболее экономически выгодным при изготовлении больших партий отливок или начале серийного производство конкретной детали.