Понятие о резьбеРефераты >> Технология >> Понятие о резьбе
Метрические резьбы с нормальным шагом обозначают М20 (число -наружный диаметр резьбы), с мелкими шагами — М20Х1Д (первое число — наружный диаметр, второе — шаг).
Метрические резьбы применяют в основном как крепежные: с нормальным шагом — при значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами — при малых нагрузках и тонких регулировках.
Дюймовая резьба (рис. 4, б, г) имеет треугольный плоско-срезанный профиль с углом 55 ° (резьба Витворта) или 60° (резьба Сел-лерса). Все размеры этой резьбы выражаются в дюймах (1" = 25,4 мм). Шаг выражается числом ниток (витков) на длине одного дюйма.
Стандартизованы дюймовые резьбы диаметрами от viб до 4" и чис лом ниток на 1", равным 24 .3. Наружный диаметр резьбы выражается в дюймах. От метрической дюймовая резьба отличается большим шагом.
В СССР при проектировании новых конструкций применение дюймо вой резьбы не разрешается. Ее используют при изготовлении запасных частей для машин и оборудования, полученных из стран, где применяет ся дюймовая резьба.
Трубная цилиндрическая резьба (рис. 4,в) стан дартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины.
За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы (диаметр отверстия, или, как говорят, "диаметр трубы в свету"), т.е. наружный диаметр трубной резьбы будет больше номи нального диаметра на удвоенную толщину стенок трубы.
Трубная цилиндрическая резьба применяется для наружных диамет ров 1/л .6" с числом ниток на одном дюйме от 28 до 3/4; угол профиля равен 55 °. Ее используют на трубах для их соединения, а также на арма туре трубопроводов и других тонкостенных деталей.
Трубную цилиндрическую резьбу обозначают так: Труб 3/8 (циф ры — номинальный диаметр резьбы в дюймах).
Стандартизованы трубные резьбы диаметрами от V» До 6" с чис лом ниток на одном дюйме от 28 до 11".
Резьбонакатные плашки
Цельная плашка представляет собой стальную закаленную гайку, в которой через резьбу 1 прорезаны сквозные про дольные отверстия, образующие режущие кромки и служащие для выхо да стружки. С обеих сторон плашки имеются заборные части 2 длиной 11/2 .2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один рабочий ход.
Диаметры цельных круглых плашек предусмотрены стандартом: для основной метрической резьбы — от 1 до 76 мм, для дюймовой — от 1/4 до 2", для трубной — от 1/8 до 1/2
Круглые плашки при нарезании резьбы вручную закрепляют в спе циальном воротке.
Разрезные плашки (рис. 5) в отличие от цельных имеют прорезь (0,5 .1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1 .0,25 мм. Вследствие пониженной жесткости наре заемая этими плашками резьба имеет недостаточно точный профиль.
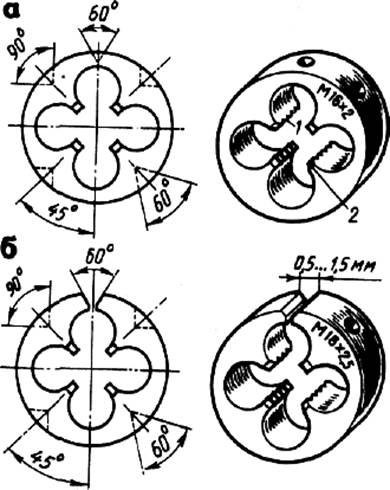
Рис. 5. Плашки цельная, б — разрезная; / - резьба, 2 — заборная часть
Резьбонакатные плашки (рис. 6, а-в), применяющие ся для накатывания точных профилей резьбы, имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус.
С помощью резьбонакатных плашек нарезают резьбы 04 .33 мм и шагом 0,7 .2 мм по 6, 8-му квалитетам. Накатывание выполняют на станках, а также вручную. Резьба получается более прочной, поскольку волокна металла в винтах не перерезаются. Кроме того, благодаря давле нию плашек волокна упрочняются. Так как резьба только: выдавливает ся, поверхность получается более чистой. Накатывание резьбы произво дится так же, как и нарезание клуппами (см. далее).
На рис. 6, б показана резьбонакатная плашка типа НПН, применя емая для накатывания резьб Мб и М12 на сверлильныхи токарных стан ках. Плашка, изображенная на рис. 6, в, предназначена для накатывания резьб на тонкостенных трубах на сверлильных и токарных станках, а также вручную.
Рис. 6. Резьбонакатные плашки:
а - типа МПН, б - типа НПН, в - для накатывания резьбы на тонкостенных трубах
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра 1 или 2 для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 .5 пар в каждом; каждую пару по мере необходимости вставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диа метром от Мб до М52, для дюймовой — от 1/4 До 2" и для трубной — от 1/8 до 1/3.
Процесс нарезания резьбы
При нарезании резьбы плаш кой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., "тянется", диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэто му резьба получается рваной.
При выборе диаметра стержня под наружную резьбу следует руко водствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в том случае, если диаметр стержня меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие пере грузки могут сломаться.
Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением - плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Контроль резьбы
Шаг резьбы измеряют резьбовыми шаблонами. Резьбовой шаблон представ ляет собой пластинку 2 (рис.7), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. На бор шаблонов для метрической или дюймовой резьбы скрепляют в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.
Комплексную оценку правильности выполненной резьбы производят (рис. 7, а—г] резьбовыми калибрами. Их разделяют на проходные, которые имеют полный профиль резьбы и являются как бы прототипом детали с резьбовым соединением, и непроходные, контролирующие только средний диаметр и имеющие укороченный профиль, Перед контролем проверяемые детали необходимо очистить от стружки и грязи. С калибрами следует обращаться осторожно, чтобы на рабочей резьбовой поверхности не появились забоины и царапины.