Кинематический анализ и расчет станкаРефераты >> Технология >> Кинематический анализ и расчет станка
СОДЕРЖАНИЕ
Введение
1. Расчёт метчика
2. Расчёт фасонного призматического резца
3. Кинематический анализ металлорежущего станка
1. Вычерчивание кинематической схемы станка
2. Общая характеристика станка
3. Составление кинематического уравнения
4. Построение графика частот оборотов
5. Анализ картины частот оборотов
6. Построение лучевой диаграммы скоростей
7. Изучение кинематики механизмов подач
8. Описание вспомогательных движений и механизмов
Заключение
Список использованных источников
ВВЕДЕНИЕ
Данная работа выполняется с целью приобретения практических навыков по следующим категориям: назначению режимов резания, выбору режущих материалов, подбору и конструированию высокопроизводительных инструментов, освоение методики анализа кинематики металлорежущих станков и способов их настройки, приобретение опыта по работе с техникой и литературой.
Работа выполнена по этапам:
- произведение подбора основных элементов режущих инструментов,
- выполняются эскизы инструментов и их рабочие чертежи,
- по нормативам назначаются режимы обработки,
- проводится кинематический анализ станка,
- оформляется пояснительная записка.
РАСЧЁТ МЕТЧИКА
М27 – 8g
1. d2 – диаметр заборной части на переднем торце метчика, он делается меньше внутреннего диаметра резьбы. Для метчиков диаметром 20 – 39 мм на 0.2 – 0.25 мм (по справочнику).
dнар. = 27 мм; dcр. = 25.051мм; dвн. = 23.752мм
d2 = 26.8мм
2.
 |
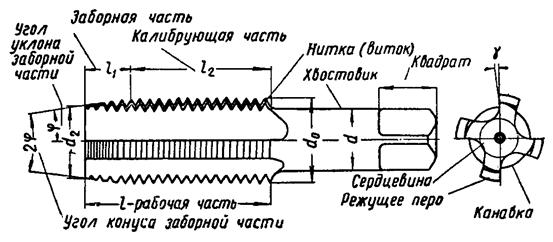 |
Рисунок 1.
где t2 – высота резьбы, z – число перьев метчика,
s - коэффициент, равный отношению толщины стружки к
Величина коэффициентов s приводится в таблицах и для
нашего случая s = 0.018.
3. Число перьев у метчиков тоже выбирается по таблице, в зависимости от диаметра и назначения метчика и равно:
z = 4.
4. Высоту резьбы можно определить по следующей формуле:
 |
Следовательно длина l1 заборной части будет равна:
 |
d0 – наружний диаметр, d2 – диаметр заборной части в переднем торцевом сечении метчика.
По справочным данным выбираем f = 6.
6. Ширина пера f = 0.25d0 для четырёхканавочных метчиков, она равна f= 6.75.
7. Для четырёхканавочных метчиков диаметр сердцевины равен D1 = 1.3 + 0.45d0 и равен D1 = 13.45 мм.
8. Передний угол gвыбирается по таблице, в зависимости от свойств обрабатываемого материала. Для стали средней твёрдости g= 8…10. Следовотельно g = 10.
9. Главный задний угол aна заборной части принимается по таблице, в зависимости от типа метчика. Метчик ручной по этому aвыбираем равным 8. Задний угол на калибрующей части a1 у метчиков со шлифованым профилем делается за счёт уменьшения диаметра резьбы на 0.02…0.05 мм.
10. Вечилина затылования определяется по формуле:
где d1 – внутренний диаметр резьбы метчика, z –число его перьев, a – задний угол.
Следовательно:
11. Стандартные метчики изготавливаются с прямыми канавками. Специальные метчики для улучшенного отвода стружки иногда снабжаются винтовыми канавками.Угол наклона винтовых канавок равен w = 8…15. При сквозных отверстий рекомендуется левое направление винтовых канавок.
При нарезании сквозных отверстий лучшего отвода стружки можно достигнуть и путём создания наклона передней поверхности метчика на его заборной части под углом
l = 5…10, такая заточка обеспечивает отвод стружки в направлении подачи метчика.
12. Для снижения величины силы трения между метчиком и нарезаемой резьбой калибрующая часть метчика выполняется с обратной конусностью. Уменьшение диаметра по направлению к хвостовику составляет 0.05…0.1 мм на 100 мм длины.
РАСЧЁТ ФАСОННОГО ПРИЗМАТИЧЕСКОГО РЕЗЦА
 |
Рисунок 2.
2. Для образования задних углов a тело призматического фасонного резца наклоняют так, чтобы прямолинейная образующая фасонной задней поверхности резца в точке 1 образовала угол a с плоскостью резания в той же точке.
3. Целью коррекционных расчётов призматических фасонных резцов является вычисление расстояния от прямолинейной образующей точки 1 до параллельных ей образующих задней поверхности резца, проведённых через контурные точки 2, 3, 4, 5, 6, 7, 8, т.е. величин Р2, Р3, Р4, Р5, Р6, Р7, Р8.