Рассчитать и спроектировать барабанную сушилку для производства диаммофосаРефераты >> Технология >> Рассчитать и спроектировать барабанную сушилку для производства диаммофоса
Концентрация получаемой пульпы зависит также от качества исходной фосфорной кислоты. Следует учитывать, что часть воды испаряется, а часть связывается в виде осаждающихся кристаллогидратов сульфата кальция CaS04*2H20,
фосфата железа РеР04-2НгО и др. Обычно концентрация экстракционной фосфорной кислоты, полученной из фосфоритов, должна быть в пределах 33—36% Р2О5, а для кислоты, полученной из апатитового концентрата, 36—40% Р2Об.
Если применяется экстракционная фосфорная кислота без предварительного концентрирования ее, в процесс производства фосфатов аммония вводится стадия упаривания очищенного от примесей раствора после I ступени нейтрализации. Упаривание может быть произведено в обычном вакуум-выпарном аппарате. Примеси, содержащиеся в растворе, значительно снизили бы эффективность выпарного аппарата.
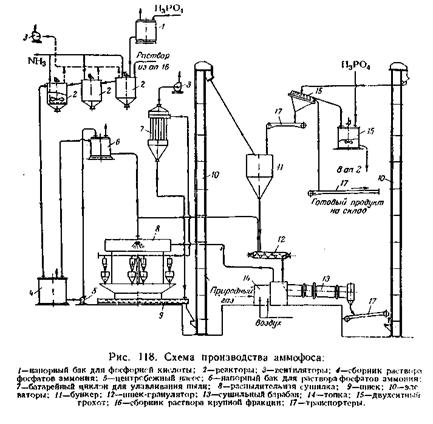
В настоящее время Гипрохим совместно с НИУИФ разработали схему производства аммофоса с распылительной сушкой пульпы (рис. 118). По этой схеме не требуется предварительного упаривания и очистки фосфорной кислоты.
Сущность данной схемы заключается в следующем, Экстракционную фосфорную кислоту нейтрализуют аммиаком непрерывным способом, последовательно в нескольких реакторах 2. Вытекающая из последнего реактора пульпа поступает в распылительную сушилку 8. Сушка производится топочными газами (температура 500—650°С), полученными в топке 14 при сжигании газообразного топлива. Газы, выходящие из сушилки при температуре около 100 °С, очищаются от пыли в батарейном циклоне 7 и вентилятором 3 выводятся в атмосферу.
Высушенный порошкообразный аммофос непрерывно дозируется в шнек-гранулятор 12, куда одновременно поступает также мелкая фракция готового продукта и пульпа аммофоса (для смачивания массы). Гранулированный аммофос подвергается сушке в барабанной сушилке 13. В качестве сушильного агента используются газы, поступающие из топки 14.
Высушенные гранулы рассеваются на двухситном грохоте 15 на три фракции. Наиболее крупная фракция (размер частиц более 4 мм) направляется в сборник 16, где растворяется в исходной фосфорной кислоте, раствор поступает на нейтрализацию. Средняя фракция (размер частиц 1—4 мм) является готовым продуктом, мелкая фракция возвращается па гранулирование.
По этой схеме получается продукт, содержащий около 40% моноаммонийфосфата и 10% диаммопийфосфата с примесями MgHP04, CaHP04 и (NH4)2SiF6.
1.2 Обзор конструкции аппаратов данного типа
Камерные сушилки. Эти сушилки являются аппаратами периодического действия, работающими при атмосферном давлении. Они используются в производствах небольшого масштаба для материалов, допускающих невысокую температуру сушки, например красителей. Материал в этих сушилках сушится на лотках (противнях), установленных на стеллажах или вагонетках, находящихся внутри сушильной камеры 1. На каркасе камеры между вагонетками 2 установлены козырьки 3, которые как бы делят пространство камеры на три расположенные друг над другом зоны, вдоль которых последовательно движется сушильный агент. Свежий воздух, нагретый в наружном калорифере 4, засасывается вентилятором 5 и подается вниз камеры сушилки. Здесь он движется (путь воздуха показан на рисунке стрелками), два раза меняя направление и дважды нагреваясь в промежуточных калориферах 6 и 7. Часть отработанного воздуха с помощью шибера 8 направляется на смешение со свежим. Таким образом, сушилка работает с промежуточным подогревом и частичной рециркуляцией воздуха, т. е. по варианту, обеспечивающему низкую температуру и более мягкие условия сушки.
Однако, вследствие сушки в неподвижном толстом слое, сушилки этого типа обладают низкой производительностью и продолжительность сушки в них велика. Кроме того, сушка в них неравномерна из-за неравномерности температур в камере, возникающей за счет частичного прохода воздуха в вышерасположенные зоны кратчайшим путем (через зазоры). Для создания более равномерной циркуляции воздуха в некоторых
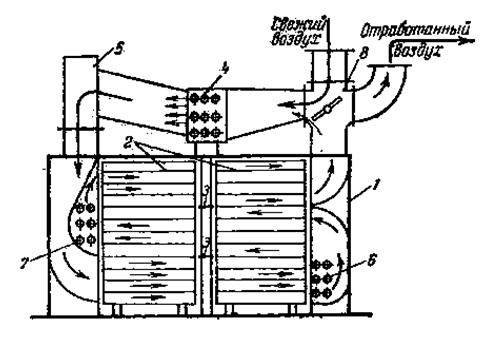
Камерная сушилка:
1 – сушильная камера; 2 – вагонетки; 3 – козырьки; 4,6,7 – калориферы; 5 – вентилятор; 8 – шибер. современных конструкциях камерных сушилок наружный вентилятор заменяют внутренними реверсивными осевыми вентиляторами или применяют эжекторы. В эжекционных камерных сушилках рециркулирующий отработанный воздух подсасывается свежим, что позволяет уменьшить расход электроэнергии на циркуляцию. Обслуживание камерных сушилок требует больших затрат ручного труда, что также является существенным недостатком.
Туннельные сушилки. Эти сушилки отличаются от камерных тем, что в них соединенные друг с другом вагонетки медленно перемещаются на рельсах вдоль очень длинной камеры прямоугольного сечения (коридора). На входе и выходе коридор имеет герметичные двери, которые одновременно периодически открываются для загрузки и выгрузки материала: вагонетка с высушенным материалом удаляется из
камеры, а с противоположного конца в нее поступает новая вагонетка с влажным материалом. Перемещение вагонеток производится с помощью троса и механической лебедки. Сушильный агент движется прямотоком или противотоком к высушиваемому материалу.
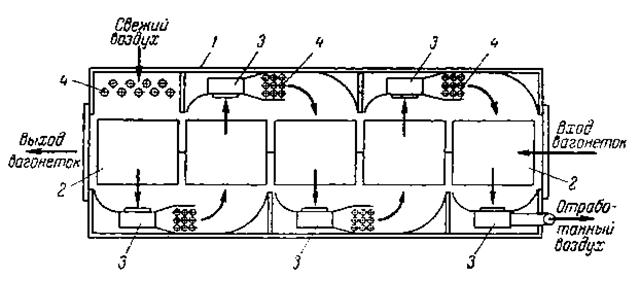
. Туннельная сушилка:
1 – камера; 2- вагонетки; 3 – вентилятор; 4 – калориферы.
Туннельные сушилки обычно работают с частичной рециркуляцией сушильного агента, и они используются для сушки больших количеств штучных материалов, например керамических изделий. По интенсивности сушки туннельные сушилки мало отличаются от камерных: им присущи основные недостатки последних (длительная и неравномерная сушка, ручное обслуживание).
Ленточные сушилки. В этих сушилках сушка материалов производится непрерывно при атмосферном давлении. В камере 1 сушилки
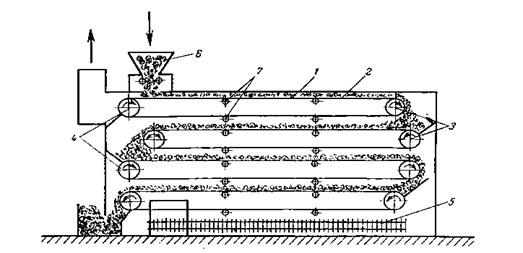
Ленточная сушилка:
1 – камемра сушилки; 2 – безконечная лента; 3 – ведущие барабаны; 4 – ведомые барабаны; 5 – калорифер; 6 – питатель; 7 – апорные ролики.
слой высушиваемого материала движется на бесконечной ленте 2, натянутой между ведущим 3 и ведомым 4 барабанами. Влажный материал подается на один конец ленты, а подсушенный удаляется с другого конца. Сушка осуществляется горячим воздухом или топочными газами, которые движутся противотоком или перекрестным током к направлению движения материала.
В одноленточных сушилках со сплошной лентой обычно наблюдается неравномерное высушивание материала: во внутренней части слоя, обращенной к ленте, конечная влажность выше, чем в его наружной части, омываемой газами или воздухом.
Более эффективно применение многоленточных сушилок с лентами из металлической сетки. В них сушильный агент движется перпендикулярно плоскости ленты сквозь находящийся на ней слой материала (перекрестный ток). При пересыпании материала с ленты на ленту увеличивается поверхность его соприкосновения с сушильным агентом, что способствует возрастанию скорости и равномерности сушки. Ленточные сушилки могут работать по различным вариантам сушильного процесса.