СклеиваниеРефераты >> Технология >> Склеивание
Химические способы обработки поверхности применяют только для пластмасс; способы оказывают термическое или электрическое воздействие на поверхность детали. К термическим способам относят пламенные способы (например, обработка газовым пламенем).
К электрическим способам относят : облучение элементарными частицами, обладающими большой энергией; обработка электрическим разрядом в газовой атмосфере; обработка тлеющим разрядом низкого давления. Подготовка клея заключается в тщательном смешивании исходных компонентов. Смешивание выполняется в тех случаях, когда клеящее вещество состоит из двух и более компонентов. При смешивании не должны быть замешаны воздушные пузырьки. Для приготовления больших количеств клея используют вакуумные смесители. Срок применения холодных клеящих веществ ограничен. Обычно смешивание производят перед их употреблением.
Способ нанесения клея определяется его кнсистенцией (пустотой, вязкостью). Жидкотекучие клеи наносят кистью, пульверизатором или погружением и накатыванием с помощью валика. Пастообразные клеи наносят шпателем. Твердые клеи перед употреблением сначала разжижают (для хорошего смачивания поверхностей). Для этого склеиваемые детали нагревают и их поверхность посыпают порошком клеящего вещества. При автоматическом склеивании используют клеевые пленки.
Соединение склеиваемых деталей производится в приспособлениях, обеспечивающих при отверждении клея фиксирование деталей в определенном положении. Фиксирование деталей выполняют с помощью стальных стяжных лент, болтовых соединений снабженных прцжинами, грузов, струбцин, скоб, прессов и прессформ. При склеивании на всю поверхность должно действовать постоянное давление. Величина давления зависит от иарки клея. Отвеждение клея производится в нагревательных печах, обеспечивабщих равномерный нагрев.
Для нагревания соединяемых элементов при сушке применяют сушильные камеры (шкафы), обдувку теплым воздухом, контактные и рефлекторные электронагреватели, ТВЧ, инфракрасные лучи.
Сборку склеиваемых деталей производят запрессовкой в пневматических, гидравлических, винтовых прессах, автоклавах и с помощью специальных приспособлений. Требуемый подогрев детелей при сборке выполняют на прессах с электроподогревом или паровым обогревом. Режимы склеивания (время, давление, температура) определяет применяемый состав клея.
Контроль соединения в готовых изделиях выполняют по этапам:
· внешний осмотр изделия, простукивание и проверка с помощью специальных приборов без разрушения соединения
· испытания образцов - свидетелей или образцов, вырезанных из изделий
· испытания разрушением определенного процента изделий от серии и др.
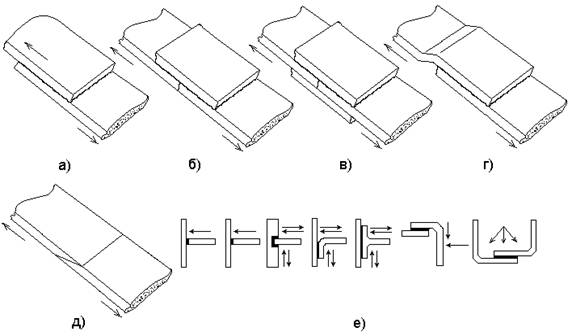
Рис.2. Виды клеевых соединений с рекомендуемым действием нагрузок (указаны стрелкой):
а) одинарная нахлестка
б) встык с односторонней накладкой
в) встык с двусторонней накладкой
г) нахлестка с подсечкой
д) со скошенными кромками
е) угловые соединения.
ЛИТЕРАТУРА
1. Капелюшник И.И., Михаев И.И., Эльдман В.Д. Технология склеивания деталей в самолетостроении. М., Машиностроение. 1972.
2. Михалев И.И, колобова З.Н., Батизат В.П. Технология склеивания деталей. М., Машиностроение. 1965. 278с.
3. Новые технологические процессы в точном приборостроении. Под редакцией Р. Зевинга. М. Энергия. 1973. 440с.