Ручная дуговая сварка, электроды и оборудованиеРефераты >> Технология >> Ручная дуговая сварка, электроды и оборудование
При изготовлении деталей дуговой сваркой возникают следующие нежелательные последствия: окисляется металл, поглощается азот, выгорают легирующие добавки, происходят объемные и структурные превращения, что приводит к короблению деталей, нарушению термической обработки и снижению твердости. Окисление металла понижает механические свойства и пластичность наплавленных или сваренных участков. Поглощение азота за счет образования нитрида железа, марганца и других элементов увеличивает прочность сварного шва, однако резко уменьшает его пластичность.
Для уменьшения отрицательного влияния рассмотренных явлений на изготавливаемые детали сварку или наплавку выполняют электродами с обмазкой. При выборе электродов необходимо учитывать их назначение. Если электроды применяют для сварки деталей из конструкционных сталей, их выбирают исходя из условий максимального приближения качества и свойств материала шва к металлу изготавливаемой детали, чтобы твердость была одинаковой на всех участках. При сварки деталей из легированных сталей основным критерием является твердость наплавленного слоя и износостойкость.
Электроды для сварки обозначают буквой «Э» и двумя цифрами, например Э-42. Цифры после буквы свидетельствуют о прочности шва на разрыв.
Электроды для наплавки обозначают двумя буквами «ЭН» и цифрами, показывающими гарантированную твердость наплавленного слоя. Наплавочные электроды специального назначения обозначают тремя буквами. Например, электрод типа ЭНР-62 расшифровывается так: электрод для наплавки режущего инструмента обеспечивает твердость слоя НКСэ 63.
Каждому типу электрода может соответствовать несколько марок обмазки. Обмазки электродов по составу подразделяют: на руднокислые — Р, рутиловые — Т, фтористо-кальциевые — Ф, органические — О. Наибольшее распространение в получили группы Р, Т и Ф. К группе Р относятся электроды ОММ-5, ЦМ-7, ЦМ-8; к группе Т — ЦМ-9, ОЗС-6, АНО-3; к группе Ф — УОНИ-13/45, УОНИ-13/55, УОНИ-13/65. Марки, типы электродов и их назначение приведены в табл. 6.
Таблица 6. Электроды для ручной дуговой сварки и наплавки
|
Электрод |
Твердость поверхности НВ (HRCэ) после |
Область применения | ||
|
Марка |
Тип |
наплавки |
закалки | |
|
ОММ-5 |
Э-42 |
120—140 |
- |
Сварка и наплавка малоуглеродистых сталей |
|
ОМА-2 |
Э-42 |
120—140 |
- | |
|
ЦМ-7 |
Э-42 |
120—140 |
- |
Наплавка поверхностей, которые не требуют высокой твердости |
|
УОНИ- 13/45 |
Э-45 |
140—200 |
_ | |
|
УОНИ- 13/55 |
Э-55 |
140—210 |
- | |
|
ОЗН-300 |
ЭН-15ГЗ-25 |
250—300 |
250—300 |
Наплавка деталей, работающих в условиях высокого контактного напряжения и ударного нагружения |
|
ОЗН-400 |
ЭН-20Г4-40 |
370—430 |
- | |
|
ОМГ |
ЭН-70Х 11-25 |
250—320 |
- |
Наплавка деталей из стали 110Г13Л, работающих в условиях интенсивного абразив- ного ковшей экскаваторов и т. д.)изнашивания (звенья гусениц, зубья |
|
ОМГ-Н |
ЭН-70Х1ШЗ-25 |
250—310 |
- | |
|
ЦН-5 ЭН-60М |
ЭН-25Х 12-40 ЭН-60Х2СМ-50 |
(41,5) (51,5) |
(50) (61) |
Наплавка деталей, быстроизнашивающихся и требующих механической обработки ре- жущим инструментом после наплавки (валы, оси, штампы и т. д.) |
|
ЦШ-1 |
ЭН-ЗОХЗВ8 |
(41,5 после отжига) |
(55) | |
|
Т-590 Т-620 вкн/ливт |
ЭН-УЗОХ25РС2Г-60 ЭН-УЗОХ25Р2 С2ТГ-55 |
(56—60) (59—63) (57—61) |
- |
Наплавка деталей, работающих в условиях интенсивного абразивного изнашивания (ножи дорожных машин) |
Порошковые электроды изготовляют из порошковой проволоки. На стержень могут быть нанесены покрытия (30—35 % массы стержня), состоящие из феррохрома, ферротитана, феррованадия и других компонентов. Твердость слоя, наплавленного электродами ПЭ-6ХЗВ10, после закалки 64—65 НКСЭ. Порошковые электроды с наполнителями из доменного ферромарганца и У35Х717 образуют металлопокрытия высокой твердости (51,5—57 НКСЭ) и износостойкости.
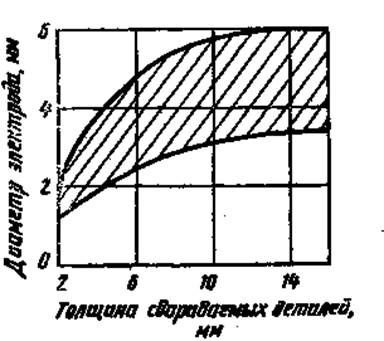
Рис. 4. Зависимость диаметра электрода от толщины свариваемых деталей
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей и размещения сварного шва в пространстве. При потолочной сварке применяют электроды диаметром около 4 мм, при вертикальной — до 5 мм. При сварке деталей толщиной до 4 мм диаметр электрода должен равняться толщине деталей. В других случаях для высококачественной сварки диаметр электрода можно определить, используя график, представленный на рис. 4. Сила сварочного тока зависит от допустимой плотности тока (10—20 А/мм2) и диаметра электрода. При диаметре электродов 3— 6 мм силу тока (А) определяют по формуле
I == md,
где m — коэффициент (m = 35-60); d — диаметр электрода, мм.
b) ручная дуговая сварка