хГЦНРНБКЕМХЕ Х ЯАНПЙЮ НЙНММШУ АКНЙНБпЕТЕПЮРШ >> рЕУМНКНЦХЪ >> хГЦНРНБКЕМХЕ Х ЯАНПЙЮ НЙНММШУ АКНЙНБ
нРБЕПЯРХЪ ОНД МЮЦЕКХ БШАХПЮЧР ЩКЕЙРПНЯБЕПКХКЙНИ ХКХ ЙНКНБНПНРНЛ. мЮ МЕґЙНґРНґПШУ ОПЕДОПХЪРХЪУ НРБЕПЯРХЪ ОНД МЮЦЕКХ БШАХПЮЧР ЯПЮГС ОН ДБСЛ ХКХ ВЕРШПЕЛ СЦґКЮЛ ЯОЕґЖХЮКЭМШЛ ОПХЯОНЯНАКЕМХЕЛ (ПХЯ 85), ЯНЯРНЪЫХЛ ХГ ЙЮПґЙЮЯЮ (ПЮЛШ), СЯґРЮґМЮґБґКХґБЮґЕґЛНґЦН МЮ ЯРЮМЙЕ ОН ЯАНПЙЕ НЙНМ. й ЯРНИЙЮЛ ЙЮПЙЮЯЮ ЙПЕОЪР ЬБЕККЕПШ10, ОН ЙНРНПШЛ ОЕґПЕґДБХЦЮЕРЯЪ РЕКЕФЙЮ 2 Я ЙПНМЬРЕИМЮЛХ 3, 4, ОПХВЕЛ Й ЙПНМЬРЕИМЮЛ 3 ЬЮПМХПМН ОПХґЙПЕОґКЕМ ПШВЮЦ 6, Я ОНЛНЫЭЧ ЙНРНПНЦН РЕКЕФЙЮ 2 ЛНФЕР ДБХЦЮРЭЯЪ БОЕПЕД Х МЮГЮД.
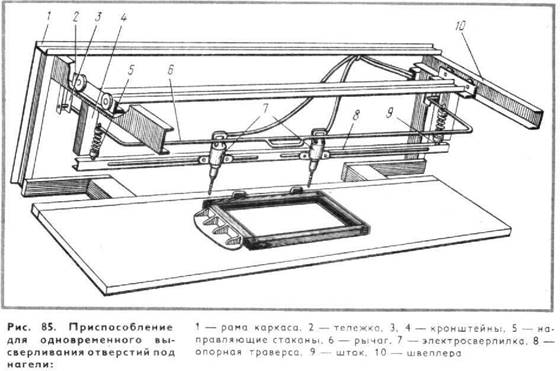
й ЙПНМЬРЕИМЮЛ 4 ОПХЙПЕОКЕМШ МЮОПЮБКЪЧЫХЕ ЯРЮЙЮМШ5, ВЕПЕГ ЙНРНПШЕ ОПНУНДЪР ЬРНґЙХ9, ЯНЕДХМЕММШЕ ЬЮПМХПМН Я ПШВЮЦНЛ 6. мЮ ЬРНЙЮУ 9 ПЮЯОНКНґФЕМЮ РПЮБЕПЯЮ 8 Я ГЮґЙПЕОґКЕММШЛХ МЮ МЕИ ЩКЕЙРПНЯБЕПКХКЙЮЛХ. щКЕЙРПНЯБЕПКХКЙХ Б ГЮБХЯХЛНЯРХ НР ПЮГЛЕПНБ ПЮЯЯРНЪМХИ ЛЕФДС НРБЕПЯРХЪЛХ ЛНЦСР ОЕПЕґДБХЦЮРЭЯЪ ОН РПЮБЕПЯЕ.
пЮАНРЮЧЫХИ ПШВЮЦНЛ 6 СЯРЮМЮБКХБЮЕР ЩКЕЙРПНЯБЕПКХКЙХ Б МСФМНЛ ОНКНґФЕМХХ МЮД ЯНАХПЮЕЛНИ ЯРБНПЙНИ, ЙНПНАЙНИ, ГЮРЕЛ НОСЯЙЮЕР ПШВЮЦ, Х ЩКЕЙРПНЯБЕПКХКЙХ, РЮЙФЕ НОСЯЙЮЪЯЭ, БШЯБЕПКХБЮЧР НРБЕПЯРХЪ.
яНАПЮММШЕ ХГДЕКХЪ СЙКЮДШБЮЧР МЮ ОНДЯРНОМНЕ ЛЕЯРН ДКЪ БШДЕПФЙХ, МЕНАґУНґДХґЛНИ ДКЪ ЯУБЮРШБЮМХЪ ЙКЕЪ. б ДЮКЭМЕИЬСЧ НАПЮАНРЙС ХГДЕКХЕ ДНКФМН ОНґЯРСОЮРЭ РНКЭЙН ОНЯґКЕ ЯУБЮРШБЮМХЪ ЙКЕЪ Б ЬХОНБНЛ ЯНЕДХМЕМХХ. оПНЖЕЯЯ ЯСЬЙХ ЙКЕЕБНЦН ЯНЕДХМЕМХЪ ЛНФґМН СЯЙНПХРЭ, ОПХЛЕМЪЪ РНЙХ БШЯНЙНИ ВЮЯРНРШ Б ЯАНґПНВМНЛ ЯРЮМЙЕ ОНЯКЕ НАФЮРХЪ АПСЯґЙНБ. яНАПЮММШЕ ЯРБНПЙХ, ТПЮЛСЦХ Х ТНПРНВЙХ ДНКФМШ ХЛЕРЭ ОПХОСЯЙ ДН 2 ЛЛ МЮ ЯРНґПНМС ДКЪ НАПЮАНРЙХ ОН ОЕПХЛЕРПС Х ОН РНКЫХМЕ 0,5 ЛЛ ДКЪ ЯМЪРХЪ ОПНБЕЯНБ.
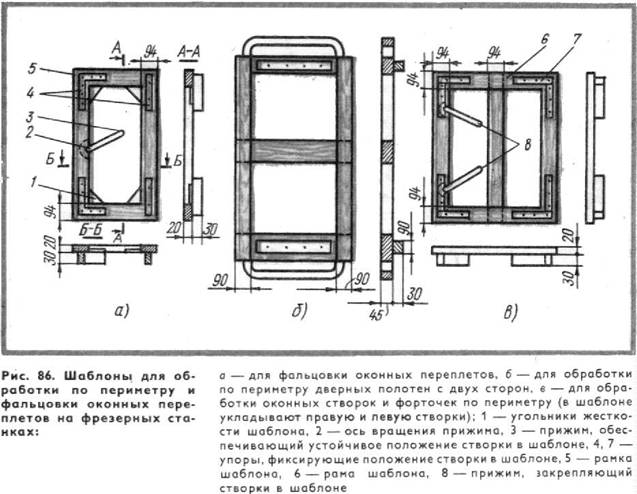
дН БЦНМЙХ (ОНЯРЮМНБЙХ) Б ЙНПНАЙХ НЙНММШЕ ЯРБНПЙХ, ТПЮЛСЦХ, ТНПРНВЙХ НАґПЮґАЮРШБЮЧР ОН ОЕПХЛЕРПС ДКЪ ОПХДЮМХЪ ОПЮБХКЭМНИ ЦЕНЛЕРПХґВЕЯЙНИ ТНПЛШ. нДґМНґБПЕґЛЕМґМН Я НАПЮАНРЙНИ ОН ОЕПХЛЕРПС ЯРБНПЙХ, ТПЮЛСЦХ ТЮКЭЖСЧР, НАПЮГСЪ ВЕРБЕПРЭ, МЕґНАґУНґДХЛСЧ ДКЪ ОПХРБНПЮ. оПХ НАПЮАНРЙЕ ТНПґРНВЙХ ОН ОЕПХЛЕРПС ЯНГДЮЧР ОПНТХКЭ НАґПЮґАНРґЙХ, ГЕПЙЮКЭМШИ ОПНТХКЧ АПСЯЙНБ Х ЦНПАШКЭЙС, ВРНАШ ОПХ ОНЯРЮМНБЙЕ ТНПРНВЙХ МЮ ЛЕЯґРН НМЮ РНВМН ОНДУНДХКЮ Й ОПНТХКЧ АПСЯЙНБ Х ЦНПАШКЭЙС.
яРБНПЙХ, ТПЮЛСЦХ Х ДПСЦХЕ ДЕРЮКХ МЮ МЕАНКЭЬХУ ОПЕДОПХЪРХЪУ ОН ОЕПХЛЕРґПС НАґПЮґАЮРШБЮЧР МЮ ТПЕГЕПМШУ ЯРЮМЙЮУ Я ОПХЛЕМЕМХЕЛ ЬЮАКНМНБ (ПХЯ 86) мЮ АНКЕЕ ЙПСОґМШУ ОПЕДОПХЪРХЪУ ЯРБНПЙХ, ТПЮЛСЦХ НАПЮАЮРШБЮЧР МЮ КХМХЪУ.
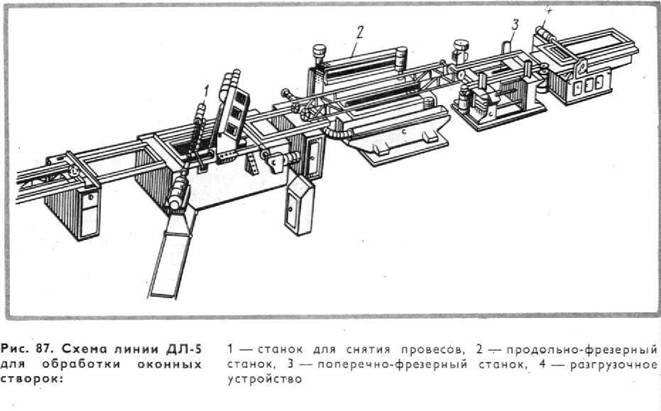
мЮ КХМХХ дк-5 (ПХЯ. 87) НАПЮАЮРШБЮЧР ОКНЯЙНЯРХ ЯРБНПНЙ ЯН ЯМЪРХЕЛ ОПНБЕґЯНБ Х ОН ОЕПХЛЕРПС Я ЯНГДЮМХЕЛ ОПХРБНПЮ (ВЕРБЕПРХ). б ЯНЯРЮБ КХМХХ БУНДЪР: ЯРЮМНЙ ДКЪ ЯМЪРХЪ ОПНБЕЯНБ, ОПНДНКЭМН-ТПЕГЕПМШЕ ЯРЮМЙХ Х ПЮГЦПСГНВМНЕ СЯРПНИЯРБН.
кХМХЪ ПЮАНРЮЕР ЯКЕДСЧЫХЛ НАПЮГНЛ. яРБНПЙХ ОНЯРСОЮЧР МЮ ЯРЮМНЙ 1 ДКЪ ЯМЪРХЪ ОПНґБЕґЯНБ. мЮ МЕЛ ОНД СЦКНЛ 55 ПЮЯОНКНФЕМШ ДБЮ ПЕИЯЛСЯНБШУ БЮКЮ Я МНФЮЛХ: НДХМ БЮК МЮД НАґПЮґАЮРШБЮЕЛНИ ЯРБНПЙНИ, Ю ДПСЦНИ ОНД МЕИ. оПХ ДБХФЕґМХХ ЯРБНПЙХ МНФЕБШЛХ БЮКЮЛХ ЯМХґЛЮЧРЯЪ ОПНБЕЯШ Х ГЮВХЫЮЕРЯЪ ОКНЯЙНЯРЭ ЯРБНПЙХ. оНЯКЕ НАПЮАНРЙХ ОКНЯЙНЯРЕИ ЯРБНПґЙЮ ОНЯРСОЮЕР МЮ ОПНДНКЭМН-ТПЕГЕПґМШИ ЯРЮМНЙ 2, ЦДЕ НАПЮАЮРШБЮЧРЯЪ ОПНДНКЭМШЕ ЙПНЛґЙХ, ОНЯКЕ ВЕЦН МЮ ЯРЮМЙЕ 3 НАПЮАЮРШБЮЧРЯЪ ОНОЕПЕВМШЕ ЙПНЛЙХ ЯРБНПЙХ. мЮ КХМХХ ЛНФМН НАПЮАЮРШБЮРЭ ЯРБНПЙХ БШЯНРНИ ДН 1800 ЛЛ, ЬХПХМНИ 475≈850 ЛЛ Х РНКЫХМНИ 42: 62 ЛЛ.
бЦНМЙС Х МЮБЕЬХБЮМХЕ ТНПРНВЕЙ Б ЯРБНПЙС ОПНХГБНДЪР МЮ ПЮАНВЕЛ ЛЕЯРЕ.
б ЯБЪГХ Я РЕЛ, ВРН ТНПРНВЙС НАПЮАЮРШБЮЧР МЮ ТПЕГЕПМНЛ ЯРЮМЙЕ Б ЬЮАКНМЕ, ДНґОНКґМХРЕКЭМШУ ПЮАНР ОН ОПХЦНМЙЕ ТНПРНВЙХ Й ЯРБНПЙЕ МЕ РПЕАСЕРЯЪ. нРКХБ МЮ ТНПРНВЙЕ МЕ ЯРЮБХРЯЪ, РЮЙ ЙЮЙ Б МХФМЕЛ АПСЯЙЕ ТНПРНВЙХ НРКХБ ЯНЯРЮБКЪЕР НДМН ЖЕКНЕ Я АПСЯЙНЛ.
нРКХБ, МЮЫЕКЭМХЙХ, ГЮПЮМЕЕ ОПХПЕГЮММШЕ Б ПЮГЛЕП, БН БМСРПЕММЕИ Х МЮПСФґМНИ ЯРБНПЙЮУ ЯРЮБЪР МЮ ПЮАНВЕЛ ЛЕЯРЕ. нРКХБ (БПЕГМНИ) ЯРЮБЪР МЮ ЙКЕЕ ОНБШЬЕМґМНИ БНДНЯРНИЙНЯРХ Я ЙПЕОКЕМХЕЛ ЬСПСОЮЛХ. мЮЫЕКЭМХЙ ЙПЕОЪР Й ЯРБНПЙЕ РЮЙґФЕ МЮ ЙКЕЕ Я ОПХБЕПРШБЮМХЕЛ ЬСПСОЮЛХ. мЮЫЕКЭМХЙ БШЯНРНИ ДН 1200 ЛЛ ЙПЕОЪР 4 ЬСПСОЮЛХ, Ю БШЯНРНИ 1200≈1800 ЛЛ≈5≈6 ЬСПСОЮЛХ.
йНПНАЙХ ЯНАХПЮЧР Б ЯАНПНВМНЛ ЯРЮМЙЕ/ йНПНАЙХ АЕГ ОПЕДБЮПХРЕКЭМНИ ОНДґЦНМЙХ АПСЯЙНБ ЯНАХПЮЧР ЯКЕДСЧЫХЛ НАПЮГНЛ. б ЯРЮМНЙ СЙКЮДШБЮЧР АПСЯЙХ ЙНПНАЙХ, НАФХЛЮЧР ХУ, ЯКЕДЪ ГЮ РЕЛ, ВРНАШ Б ЬХОНБНЛ ЯНЕДХМЕМХХ АПСЯЙХ ОКНРМН ОНДУНДХКХ НДХМ Й ДПСЦНЛС. оПЮБХКЭМНЯРЭ ЯАНПЙХ ЙНПНАЙХ ОПНБЕПЪЧР ЬЮАКНМНЛ Я СЦКЮ МЮ СЦНК. оНЯКЕ ЩРНЦН Б ЛЕЯРЮУ ЬХОНБШУ ЯНЕДХМЕМХИ БШЯБЕПКХґБЮЧР НРБЕПЯРХЪ ОНД МЮЦЕКХ, ЙНРНПШЕ ЯРЮБЪР МЮ ЙКЕЧ ГЮОНДКХЖН Я ОКНЯЙНЯРЭЧ ЙНПНАЙХ.
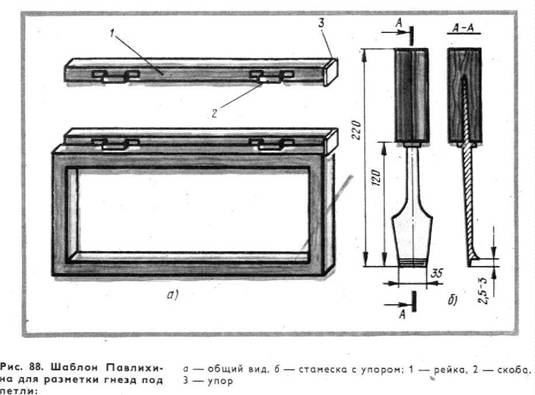
рПСДНЕЛЙНИ НОЕПЮЖХЕИ ЪБКЪЕРЯЪ МЮБЕЬХБЮМХЕ ЯРБНПНЙ Я БПЕГЙНИ ОЕРЕКЭ. мЮ АНКЭґЬХМґЯРБЕ ДЕПЕБННАПЮАЮРШБЮЧЫХУ ОПЕДОПХЪРХИ ЩРЮ НОЕПЮЖХЪ ЛЕУЮМХґГХПНБЮМЮ. оПХ НРґЯСРґЯРБХХ ЯРЮМЙНБ ДКЪ БПЕГЙХ ОЕРЕКЭ ХЯОНКЭГСЧР ЬЮАКНМ оЮБКХУХМЮ (ПХЯ. 88), ОПЕДґЯРЮБґКЪґЧґЫХИ ЯНАНИ ПЕИЙС 1 Я СОНПНЛ 3 Х ДБСЛЪ ЯЙНАЮЛХ 2 Я ГЮРНВЕММШЛХ ТЮЯЙЮЛХ. пЮГЛЕПШ ЯЙНА ЯНґНРґБЕРЯРБСЧР ПЮГЛЕПЮЛ ОЕРЕКЭ. оПХ ПЮГЛЕРЙЕ ЬЮАКНМ ЙКЮДСР МЮ ЙПНЛЙС ЯРБНПЙХ ОН СОНґПС, Ю ГЮРЕЛ КЕЦЙХЛ СДЮПНЛ ОН ЯЙНАЕ ОЕПЕМНЯЪР ЕЕ НРОЕВЮРНЙ МЮ ЯРБНПЙС Х ОН МЕЛС Б ДЮКЭґМЕИґЬЕЛ ОПНПЕГЮЧР ЦМЕГДН ОНД ОЕРКЧ. юМЮКНЦХВМШЛ НАПЮГНЛ ДЕКЮЧР ПЮГЛЕРЙС МЮ ЙНґПНАґЙЮУ, Ю РЮЙФЕ ДБЕПМШУ ОНКНРМЮУ. оН ОНКСВЕММНИ ПЮГЛЕРЙЕ ЯРЮЛЕЯЙНИ Я СОНПНЛ ОПНПЕГЮЧР ЦМЕГґДЮ ОНД ОЕРКХ. сОНП ЯРЮЛЕЯЙХ ОНГБНКЪЕР ГЮЦКСАХРЭ КЕГБХЕ КХЬЭ МЮ ГЮДЮММШИ ПЮГЛЕП. цКСґАХМЮ ЦМЕГДЮ ОНД ОЕРКЧ ДНКФМЮ РНВМН ЯННРБЕРЯРБНБЮРЭ РНКЫХМЕ ЕЕ, Я РЕЛ ВРНАШ ОНЯКЕ СЯРЮМНБЙХ ОНБЕПУМНЯРЭ ОЕРКХ АШКЮ ГЮОНДКХЖН Я ДПЕБЕЯХМНИ.
бЦНМЙЮ Х МЮБЕЬХБЮМХЕ ЯРБНПНЙ Б ЙНПНАЙС ОПНХГБНДХРЯЪ МЮ ЯОЕЖХЮКЭМШУ ЯРНКЮУ, ХЛЕґЧґЫХУ ДКХМС Х ЬХПХМС, ЯННРБЕРЯРБСЧЫСЧ МЮХАНКЭЬЕЛС ПЮГЛЕПС НЙНММНЦН АКНЙЮ, Х БШЯНРС ДН 900 ЛЛ. мЮ ОПЕДОПХЪРХЪУ Я АНКЭЬХЛ НАЗЕЛНЛ ОПНґХГБНДЯРБЮ БЦНМЙЮ Х МЮБЕЯЙЮ ЯРБНПНЙ ОПНХГБНДХРЯЪ МЮ ЙНМБЕИЕПЮУ Я ГЮДЮММШЛ ПХРЛНЛ.
оПНЖЕЯЯ БЦНМЙХ Х МЮБЕЬХБЮМХЪ НЙНММШУ ЯРБНПНЙ Б ЙНПНАЙС ЯНЯРНХР ХГ ЯКЕґДСЧЫХУ НЯМНБМШУ НОЕПЮЖХИ: ОНДЦНРНБЙХ ЯРБНПНЙ; МЮБЕЬХБЮМХЪ МЮ ОЕРКХ. ГЮВХЯРЙХ ОПНБЕЯНБ Х СЯРПЮМЕМХЪ ДПСЦХУ ДЕТЕЙРНБ; СОЮЙНБЙХ АКНЙЮ (ПЮЯЬХБЙХ ОКЮМЙЮЛХ) ДКЪ ОЕПЕБНГЙХ ЕЦН Б ЛЮКЪПМНЕ НРДЕКЕМХЕ. оПХ БЦНМЙЕ ОЕПЕОКЕРНБ Б ЙНПНАЙС ЯМЮВЮКЮ МЮБЕЬХБЮЧР МЮПСФМШЕ ОЕПЕОКЕРШ. б РНЛ ЯКСВЮЕ, ЙНЦДЮ НЙНМґМШИ АКНЙ ХЛЕЕР ОНЛХЛН ЯРБНПНЙ Х ТПЮЛСЦС (ДКЪ НАЫЕЯРБЕММШУ ГДЮМХИ), ЯМЮВЮКЮ ОНДЦНМЪЧР ТПЮЛСЦС Й ЙНПНАЙЕ.
оНЯКЕ ОПНБЕПЙХ ОПЮБХКЭМНЯРХ ОПХТЮКЭЖНБЙХ ТПЮЛСЦХ Й ХЛОНЯРС ЕЕ ЙПЕОЪР Й ЙНПНАЙЕ ЬСПСОЮЛХ, ГЮБЕПРШБЮЕЛШЛХ ОНД СЦКНЛ 45╟, ОПХВЕЛ Б ОЕПБСЧ НВЕПЕДЭ ЙПЕОЪР БЕПґРХґЙЮКЭґМШЕ АПСЯЙХ ТПЮЛСЦХ.
мЕНРЙПШБЮЧЫХЕЯЪ ТПЮЛСЦХ ОНДЦНМЪЧР ОКНРМН Й ЙНПНАЙЕ АЕГ ГЮГНПНБ, ОНЯКЕ ВЕЦН ГЮґЙПЕОґКЪЧР ХУ ЬСПСОЮЛХ. нРЙПШБЮЧЫХЕЯЪ ТПЮЛСЦХ ОНДЦНМЪЧР Й ЙНПНАЙЕ, МЮБЕЬХБЮЧР МЮ ОЕРґКХ, ГЮРЕЛ ОНДЦНМЪЧР ЯРБНПЙХ. гЮГНП ЛЕФДС ТПЮЛСЦЮЛХ Х ЙНґПНАЙНИ ДНКФЕМ АШРЭ МЕ АНґКЕЕ 2 ЛЛ. оПХ ОНДЦНМЙЕ ЯРБНПНЙ РЫЮРЕКЭМН ОПНБЕґПЪЧР ОПЮБХКЭМНЯРЭ ОПХРБНПЮ, Р. Е. ОКНРґМНЯРЭ ОПХКЕЦЮМХЪ ХУ Й ВЕРБЕПРЪЛ ЙНПНАґЙХ. оПХ МЮБЕЬХБЮМХХ ЯРБНПНЙ МЮ ОЕРКХ ЯКЕДЪР ГЮ РЕЛ, ВРНАШ НМХ НРЙПШБЮКХЯЭ ЯБНАНДМН Х МЕ ОПСФХМХКХ. бМСРПЕММХЕ ЯРБНПЙХ ОНДЦНМЪЧР РЮЙ ФЕ, ЙЮЙ Х МЮПСФґМШЕ.
б ОПНЖЕЯЯЕ ОНДЦНМЙХ ЯКЕДЪР, ВРНАШ БЯЕ ЩКЕЛЕМРШ НЙНММНЦН АКНЙЮ АШКХ ЦКЮДґЙН НАґПЮґАНґРЮґМШ Х Б ЛЕЯРЮУ ЯНЕДХМЕМХЪ (ТЮКЭЖНБЙХ) ОКНРМН ОПХЦМЮМШ. оЕРКХ Б АПСЯЙЮУ ЯРБНПНЙ Х ЙНґПНАЙХ ДНКФМШ АШРЭ БПЕГЮМШ ГЮОНДКХЖН, Я РЕЛ ВРНАШ ЯРБНПЙХ ОКНРМН ГЮЙПШБЮКХЯЭ, МЕ ОПСґФХМХКХ Х ОКЮБМН НРЙПШБЮКХЯЭ. йПЕОХРЭ ОЕРКХ МСФМН МЮ БЯЕ ЬСПСОШ, Р. Е. ВХЯКН ЬСґПСґОНБ ДНКФМН ЯННРБЕРЯРБНБЮРЭ ВХЯКС НРБЕПЯРХИ. оЕРКХ МЮ НЙМЮУ БПЕГЮЧР МЮ ПЮЯЯРНЪМХХ 200 ЛЛ НР ВЕРБЕПРХ ЙНПНАЙХ. нЙНММШЕ ПСВЙХ ЙПЕОЪР МЮ ПЮЯЯРНЪМХХ 1500≈1600 ЛЛ НР ОНКЮ, Ю ДБЕПМШЕ ДКЪ АЮКЙНММШУ ДБЕПЕИ ≈ МЮ ПЮЯЯРНЪМХХ 950 ЛЛ НР ОНКЮ. нЙНММШЕ ОПХАНПШ Й НЙМЮЛ ЙПЕОЪР ЬСґПСОЮЛХ Я ОНРЮИМНИ ЦНКНБЙНИ, ТПЮЛСФМШЕ ОПХАНПШ ПЮЯОНКЮЦЮЧР РЮЙХЛ НАПЮГНЛ, ВРНАШ ХЛХ СДНАМН АШКН ОНКЭГНБЮРЭЯЪ (АЕГ ОПХЛЕМЕМХЪ ОНДЯРЮБНЙ).