Зубчатое колесоРефераты >> Технология >> Зубчатое колесо
Содержание:
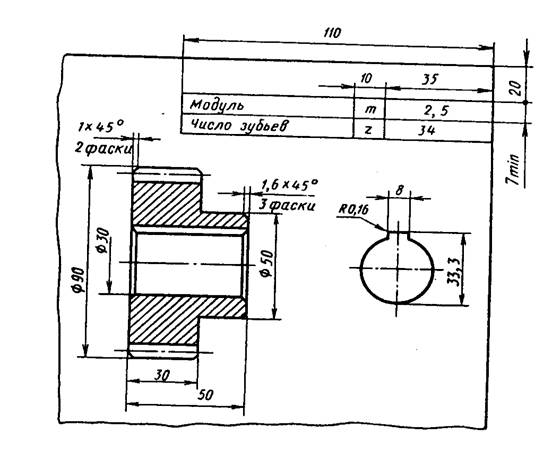
1. Эскиз.
2.Деталь, её функции, в состав какого механизма входит.
3.Условия работы, характер нагрузок.
4. Материал детали, его свойства.
5. Технология изготовления.
1. В редукторах для передачи вращательного движения применяются зубчатые колёса, образующие зубчатые зацепления, с помощью которых передаётся вращательное движение валам и изменяется частота вращения. Основные преимущества зубчатых передач: высокая нагрузочная способность и, как следствие, малые габариты; большая долговечность и надёжность работы (например, для редукторов общего применения установлен ресурс около 30000 часов); высокий КПД (до 0.97 0.98 в одной ступени); постоянство передаточного отношения (отсутствие проскальзывания); возможность применения в высоком диапазоне скоростей (до 150 м/с), мощностей (до десятков тысяч кВт) и передаточных отношений (до нескольких сотен и даже тысяч). Среди недостатков зубчатых передач можно отметить повышенные требования к точности изготовления, шум при больших скоростях, высокую жёсткость. Отмеченные недостатки не снижают существенного преимущества зубчатых передач перед другими. Вследствие этого зубчатые передачи наиболее широко распространены во всех отраслях машиностроения и приборостроения. Наибольшее распространение имеют передачи с цилиндрическими колёсами, как наиболее простые в изготовлении и эксплуатации, надёжные и небольших размеров.
В данном курсовом проекте рассматривается кованное цилиндрическое зубчатое колесо с наружным диаметром 90 мм, число зубьев 34, модуль 2.5, которое используется на предприятиях машиностроения, в транспортных установках, в шахтном и горнодобывающем оборудовании.
2. Колесо работает как с постоянной нагрузкой, так и с переменной; и окружной скоростью до 15 м/с. Интервал максимально допустимых температур для детали от -50 до+170 градусов по Цельсию, но, как правило, масло в месте контакта зубьев не позволяет детали нагреться выше 30 – 50 градусов. Это означает, что деталь может работать со средней и высокой нагрузкой в различных условиях.
За расчётную нагрузку принимают максимальное значение удельной нагрузки, распределённой по линии контакта зубьев. Концентрация нагрузки увеличивает контактные напряжения и напряжения изгиба. Для уменьшения опасности выламывания углов зубьев на практике применяют колёса со срезанными углами. При постоянной нагрузке передачи приработка зубьев может полностью устранить концентрацию нагрузки. Переменная нагрузка сопровождается ступенчатой приработкой зубьев. При ступенчатой приработке концентрация нагрузки снимается лишь частично. Ступенчатая приработка, или огранка зубьев, связана с изменением деформации валов и углом перекоса в зависимости от величины нагрузки. Каждому углу перекоса соответствует своя площадка соприкасания зубьев, образовавшаяся от приработки при данной нагрузке. Благоприятное влияние приработки зубьев на уменьшение концентрации нагрузки проявляется в значительно меньшей степени при высокой твёрдости поверхности зубьев(>350HB), а также в передачах с высокими окружными скоростями(V>15 м/с). При больших скоростях между зубьями образуется масляный слой, защищающий их от износа. Для уменьшения концентрации нагрузки при высокой твёрдости зубьев и высоких окружных скоростях рекомендуют применять относительно неширокие колёса или придавать зубьям бочкообразную форму путём изменения глубины врезания по длине зуба. При передаче крутящего момента в зацеплении кроме нормальной силы Fn действует сила трения Fтр=Fn*f, связанная со скольжением. Под действием этих сил зуб находится в сложном напряжённом состоянии. Решающее влияние на его работоспособность оказывают два основных напряжения: контактные напряжения σн и напряжения изгиба σF . Для каждого зуба σн и σF не являются постоянно действующими. Они изменяются во времени по некоторому прерывистому отнулевому циклу. Время действия σF за один оборот колеса (t1) равно продолжительности зацепления одного зуба (t2). Напряжение σн действует ещё меньшее время. Это время равно продолжительности пребывания в зацеплении данной точки поверхности зуба с учётом зоны распространения контактных напряжений. Переменные напряжения являются причиной усталостного разрушения зубьев: поломка зубьев от напряжения изгиба и выкрашивания поверхности от контактных напряжений. С контактными напряжениями и трением в зацеплении связаны также износ, заедание и другие виды повреждения поверхности зубьев. Поломка зубьев связана с напряжениями изгиба. На практике чаще наблюдается выламывание углов зубьев вследствие концентрации нагрузки. Различают два вида поломки зубьев: поломка от больших перегрузок ударного или даже статического действия (предупреждают защитой привода от перегрузок или учётом перегрузок при расчёте). Усталостная поломка, происходящая от действия переменных напряжений в течение сравнительно долгого срока службы (предупреждают определением размеров расчётом на усталость). Особое значение имеют меры по устранению концентраторов напряжений (рисок от обработки, раковин и трещин в отливках, микротрещин от термообработки и т. п.). Общие меры предупреждения поломки зубьев – увеличение модуля, положительное смещение при нарезании зубьев, термообработка, наклёп, уменьшение концентрации нагрузки по краям.
Повреждение поверхности зубьев. Все виды повреждения поверхности зубьев связаны с контактными напряжениями и трением. Усталостное выкрашивание от контактных напряжений является основным видом разрушения поверхности зубьев при хорошей смазке передачи (чаще всего это бывают закрытые, сравнительно быстроходные передачи, защищённые от пыли и грязи). Зубья таких передач разделены тонким слоем масла, устраняющим металлический контакт. При этом износ зубьев мал. Передача работает длительное время до появления усталости в поверхностных слоях зубьев. На поверхности появляются небольшие напряжения, напоминающие оспинки, которые растут и превращаются в раковины. Выкрашивание начинается обычно вблизи полюсной линии на ножках зубьев там, где нагрузка передаётся одной парой зубьев, а скольжение и перекатывание зубьев направлены так, что масло запрессовывается в трещины и способствует выкрашиванию частиц металла. При выкрашивании нарушаются условия образования сплошной металлической плёнки, появляется металлический контакт с последующим износом и задиром поверхности. Образование первых усталостных раковин не всегда служит признаком близкого полного разрушения зубьев. В передачах, зубья которых имеют высокую твёрдость (<350HB), наблюдается случаи так называемого ограниченного или начального выкрашивания. Начальное выкрашивание связано с приработкой зубьев недостаточно точно изготовленных передач. Оно появляется в места концентрации нагрузки после непродолжительной работы и затем приостанавливается. При этом образовавшиеся раковины не развиваются и даже совершенно исчезают вследствие сглаживания. Прекращение дальнейшего выкрашивания в данном случае объясняется тем, что разрушение мест концентрации нагрузки выравнивает её распределение по поверхности зуба. При высокой твёрдости зубьев (>350HB) явление ограниченного выкрашивания обычно не наблюдается. Образовавшиеся раковины быстро растут вследствие хрупкого разрушения их краёв. В передачах, работающих со значительным износом, выкрашивание не наблюдается, так как поверхностные слои снимаются раньше, чем появляются трещины усталости. Основные меры предупреждения выкрашивания: определение размеров из расчёта на усталость по контактным напряжениям; повышение твёрдости материала путём термообработки; повышении степени точности и в особенности по норме контакта зубьев.