Фальцевальное оборудованиеРефераты >> Журналистика >> Фальцевальное оборудование
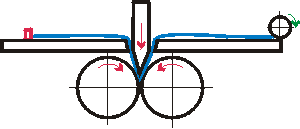
Рис 3 Принцип действия ножевых фальцевальных машин
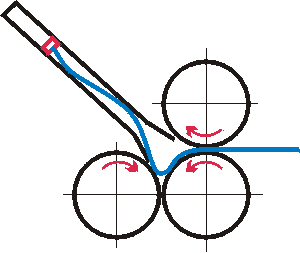
Рис 4. Принцип действия кассетных фальцевальных машин
В более простой по конструкции кассетной фальцевальной машине (рис 4) лист постоянно подталкивается вперед. После того, как передний край его упрется в ограничитель, в ограниченном пространстве кассеты листу некуда деваться и он, изгибаясь на месте фальца, вовлекается в промежуток между фальцующими валиками. Положение фальца в обоих механизмах регулируется за счет перемещения ограничителя, а подстройка под толщину бумаги производиться изменением зазора или усилия сжатия валов.
Конструкция ножевой машины обеспечивает лучшее качество фальцев и большую точность их позиционирования. В этом случае возможна работа с более плотной или многократно сфальцованной до этого бумагой. Платой же за это является более массивная и дорогая конструкция машины, и несколько меньшая производительность. Машина имеет механизмы с возвратно-поступательным движением и каждому листу, хотя бы на мгновение, приходиться остановиться перед формированием фальца. Тем не менее, чисто ножевые машины постепенно выходят из употребления (СНОСКА исключение составляют фальцаппараты рулонных печатных машин, в которых реализован ротационный ножевой принцип, но это, как говориться, уже другая тема). На сегодняшний день чаще всего используются либо целиком кассетные фальцевальные машины, либо комбинированные, когда первые модули кассетные, а последний, предназначенный для фальцевания наиболее толстой тетради, имеет ножевой принцип действия. Преимуществами такого решения, кроме большей производительности является большее число вариантов фальцевания, лучшая эффективность работы с листами любой длины и меньшая стоимость комплекса. Количество модулей в большинстве фальцевальных машин редко бывает больше трех. Этого обычно достаточно, чтобы изготовлять 16-ти страничные тетради А4 из листа формата А1 (или А5 из оттиска А2).
Требования, предъявляемые к фальцовкам
Собственно говоря, основные требования всем известны. Фальц должен быть качественным, без заломов внутри тетради (петухов) и точно расположенным по месту. Например, профессиональный кассетный аппарат должен обеспечивать точность не менее 1 мм, причем первый и последние сгибы бумаги могут располагаться на расстоянии 1.5 - 2 см от края листа. В случае, когда аппарат не выдерживает этот допуск, приходиться перед фальцеванием проводить на специализированном оборудовании процедуру биговки листов (формирование канавки на месте будущего фальца). Биговка также желательна перед фальцеванием бумаги, у которой волокна ориентированы поперек сгиба, это позволит избежать неровных надломов бумаги, и продукция не потеряет внешний вид. Вообще, чтобы избежать потерь времени на дополнительную рабочую операцию, желательно заранее, еще до печати, продумать ориентировку бумаги. В случае взаимно перпендикулярной фальцовки проблемной бумаги, когда, так или иначе, придется использовать невыгодное направление фальцевания, первые сгибы делают в направлении волокон, и одновременно на том же фальцевальном модуле выполняют биговку для последующих поперечных фальцев. На сегодняшний день, почти все марки оборудования предусматривают такую возможность.
Фальцевальная машина должна работать с большим спектром бумаг по толщине и структуре поверхности и иметь высокую производительность (10000 - 45000 листов/час). Что обусловливает необходимость высокого качества не только самого фальцующего узла, но и наличие качественного самонаклада и приемки. Необходимо, чтобы валики не пачкали бумагу и не принимали на себя краску с оттисков. Машина не должна быть очень звучной и имела необходимые шумопоглощающие кожуха. Специалисты знают, что без них при фальцовке плотной бумаги на больших скоростях раздается звук, который можно спутать с автоматной очередью. Желательно, чтобы она имела подставки на колесах. Тогда машину, при отсутствии заказов, можно легко задвинуть в угол и освободить пространство для другой техники.
Кроме этого, как и любое другое полиграфическое оборудование, фальцевальная машина должна быть надежной, долговечной, удобной в управлении и обслуживании, недорогой по стоимости, а также имела эргономичный дизайн. Именно этими критериями руководствуются ведущие производители современного фальцевального оборудования.
Современные производители и оборудование
Несмотря на общую базовую конструкцию, которая ограничивается лишь кассетным или ножевым принципом действия, каждый производитель оборудования привносит в выпускаемые модели свои уникальные разработки. Возможно, это не так сильно выражено в малоформатных офисных аппаратах, которые производятся многими производителями в разных странах, но при рассмотрении машин формата А2 и больше, можно говорить о существенных различиях в конструкции оборудования.
Как уже говорилось выше, для реализации сложных видов фальцевания (нижняя часть рисунка 1) в машинах используется модульный принцип построения. В этом случае, после выполнения параллельного фальцевания, лист, выходящий из одной секции машины передается на накладной стол следующего модуля. Количество и виды модулей фальцевальной машины, подбираются для каждой типографии индивидуально, с учетом реальных задач, стоящих перед ним. Можно скомпоновать машину с минимальными затратами даже для выполнения самых причудливых видов фальцевания. Модульный принцип дает возможность наращивания и комбинирования оборудования (например, можно использовать вместе модули от нескольких фальцевальных машин).
На современных машинах используются модули с независимым приводом от собственного электродвигателя. Компьютеризованная система обеспечивает взаимное согласование скоростей работы каждой из секций машины. Например, при ускорении или замедление работы, изменения происходят не одновременно на всей машине, а поочередно на каждой секции. Электронные датчики прохождения листа согласуют эти процессы таким образом, что листы не испытывали резких воздействий. В случае замятия или задержки бумаги внутри машины, также отключаются или замедляются только те секции, которые могут усугубить положение. После устранения дефекта современные двигатели с электронным управлением снова плавно разгоняют машину до рабочей скорости.
Профессиональные машины, как правило, имеют пневматическое подающее устройство с системами бокового выравнивания листов, схожее с самонакладом печатных машин. Более простые фрикционные механизмы подачи постепенно вытесняются в область простых офисных применений. Применяются устройства, позволяющие отделять листы как снизу стопы (например, как в Sofrapli 508AB, показанной на рис 5), так и сверху (Sofrapli 506HP, рис 6). В первом случае используется подающая стопа небольшой высоты (стопа вывешивается на воздушной подушке и поэтому не должна быть тяжелой), но листы могут подгружаться в машину в процессе ее работы, что обеспечивает непрерывность работы устройства. Во втором случае остановки на загрузку бумаги необходимы, но за счет высокой подающей стопы, их число не велико. Вывод п родукции осуществляется электрическими транспортерами с регулируемой скоростью и автоматическими укладчиками стопы.