Производство газобетонаРефераты >> Строительство >> Производство газобетона
Важнейшей технологической особенностью получения высококачественных газобетонных изделий максимальной пористости и достаточной прочности является создание оптимальных условий для двух одновременно протекающих процессов газовыделения и газоудержания. Необходимо обеспечить соответствие между скоростью реакции газовыделения и скоростью нарастания структурной вязкости цементного теста или раствора. При этом выделение газа должно как можно полнее закончиться к началу схватывания системы цемент - вода. Протекание процесса газообразования определяется большим количеством различных факторов. Наибольшее влияние на скорость этого процесса оказывают вид, количество и свойства газообразователя, щелочность и температура среды и т. д.
Изготовление газобетона осуществляется мокрым или сухим способом. Экономически более целесообразным является мокрый способ, при котором помол кремнеземистого компонента или его смеси с известью производится в присутствии воды с получением шлама. При сухом способе помол и смешение компонентов осуществляются в шаровых мельницах в сухом виде. Песок размалывают в шаровых мельницах. Для осуществления мокрого помола в мельницу вводят подогретую воду. При применении в производстве извести, последнюю вводят в мельницу для совместного помола с песком. Из мельницы шлам пропускают через сито для отделения от крупных включений. Далее шлам собирают в сборнике и с помощью мембранного насоса или путем передавливания сжатым воздухом подают в шламовый бассейн или шламовый силос. Для предотвращения разделения шлама, т. е. осаждения частиц песка, шлам в бассейнах и силосах подвергают непрерывному перемешиванию. Одновременно производят барботаж шлама.
Дозировка шлама, подогрев и предварительное смешение осуществляются в ванне-дозаторе. Для подогрева шлама до 40-45° применяют острый пар. Дозировка цемента – весовая. Газообразователь – алюминиевую пудру - отвешивают и подают в бачок с клееканифольной эмульсией, снабженный пропеллерной мешалкой.
Окончательное интенсивное смешение всех компонентов газобетонной массы происходит в передвижной самоходной пропеллерной газобетономешалке. Материалы в газобетономешалку загружают в определенной последовательности. Сначала заливают песчаный шлам, затем немолотый песок (в случае необходимости) и в последнюю очередь – цемент. После этого в течение 2-3 мин перемешивают всю массу. Введение алюминиевой пудры и клееканифольной эмульсии определяет начало перемешивания газобетонной массы. Одновременно с этим газобетономешалка начинает передвигаться. Перемешивание газобетонной массы должно продолжаться 2-3 мин. В настоящее время применяют высокоскоростные пропеллерные мешалки (50-60 об/мин). Тщательное перемешивание массы обеспечивает однородность смеси и равномерность вспучивания. Излишняя продолжительность перемешивания вредна, так как возможно начало интенсивного газообразования в газобетономешалке. При этом теряется часть выделившегося газа и три заливке в формы газобетонная масса не даст нужного вспучивания. Разливают массу в формы через отверстия в нижней части мешалки при помощи гибких резинотканевых рукавов. Формы до заливки газобетона смазывают минеральным маслом или специальными эмульсиями для предотвращения сцепления газобетона с металлом форм. Газобетонную массу заливают с учетом вспучивания на 2/3 или 3/4 высоты формы.
После заливки газобетонной массы начинается вспучивание. процесс вспучивания продолжается 30-40 мин. После вспучивания происходит схватывание и твердение газобетона. Для ускорения схватывания и твердения газобетона, а также для ускорения процесса газовыделения в цехе по производству газобетонных тонных изделий температура воздуха должна поддерживаться не ниже +25°. Формы, в которых вспучивается и твердеет газобетон, нельзя передвигать, подвергать сотрясениям и ударам, так как вспученная, но не затвердевшая масса может при этом осесть. При вспучивании газобетонная масса образует так называемую горбушку, которую после затвердевания срезают ручными или механическими ножами. Затем застывшую массу разрезают на изделия нужного размера, формы устанавливают на автоклавные вагонетки в 2-3 яруса по высоте и загоняют в автоклав для ускоренного твердения.
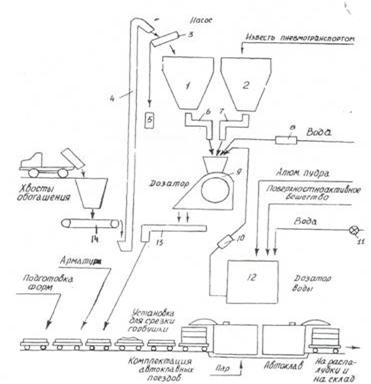
Рис.2
Технологическая схема получения газобетона: 1 - бункер хв.хранилищ; 2 - бункер извести; 3 - вибросито; 4 - элеватор; 5 -отходы; 6 - дозатор; 7 - дозатор извести; 8 - дозатор воды; 9 - дезинтегратор; 10 - дозатор алюм.суспензии; 11 - водомер; 12 - смеситель; 13 - разливочное устройство; 14 - питатель
Автоклавная обработка газобетонных изделий принципиально не отличается от обработки пенобетонных изделий. Газобетон допускает ускоренный подъем давления и температуры до изотермического прогрева в течение 3-4 час. После окончания автоклавной обработки формы с изделиями оставляют в цехе для остывания, после чего производят распалубку и увозят изделия на склад готовой продукции.
6. Методы оценки качества газобетона
Одними из основных этапов технологии изготовления газобетона являются контроль за качеством поступающего сырья, за всеми технологическими операциями, а также контроль уже готовой продукции. Контроль качества исходного сырья заключается в следующем: каждую партию поступающего на завод сырья предприятие-поставщик должно снабжать паспортом, а непосредственно контроль ведет заводская лаборатория, которая проверяет их внешний вид, для каждого вида сырья отбирают пробы, проводят испытания и определяют соответствие показателей свойств с требованиями ГОСТа.
Результаты испытания и анализа лаборатория сообщает в отдел технического контроля, который дает разрешение на передачу сырья в производство или бракует его, т.е. возвращает сырье, обязательно со своими результатами испытаний, предприятию-поставщику.
К задачам контроля за технологическими процессами относят проверку очередности и правильности операции, расход сырьевых материалов и соответствие рецептуры, расход электроэнергии, пара, воздуха, размеров поперечного сечения выпускаемых изделий, их внешний вид и т.д.
Параметры всех технологических процессов задаются заводской лабораторией, контролируются отделом технического контроля, а также цеховыми лабораториями. Все контрольно-измерительные и весовые приборы периодически проверяются в соответствии с правилами.
Качество готовой продукции на соответствие с требованием ГОСТа или ТУ контролирует заводская лаборатория. Для характеристики внешнего вида материала, определения размеров, формы, а также проведения физико-химических и механических испытаний от каждой партии отбирают определенное его количество, затем из отобранной пробы материала в установленном порядке изготавливают требуемое количество образцов и подвергают их всем испытаниям, регламентированных ГОСТом, после чего дают заключение о его качестве.
Результаты испытаний включают в паспорт-документ, который сопровождает каждую партию, отгружаемой заказчику продукции и удовлетворяющий соответствие её требованиям стандарта.