Производство и использование полистиролбетона в строительствеРефераты >> Строительство >> Производство и использование полистиролбетона в строительстве
Вспененный полистирол содержит до 10-15% влажности, к тому же внутри гранул создается разряжение вследствие конденсации остатков пентана и водяного пара. Это может привести к деформации (сжатию) вспененных гранул, сжатие гранул резко снижает объем материала и приводит к значительному увеличению насыпной плотности. Поэтому вспененные гранулы Для окончательной стабилизации внутреннего разряжения и достижения показателей остаточной влажности ПСВ гранул на уровне 0,5-1 % необходима выдержка материала в бункерах вылеживания. Бункера вылеживания представляют собой легкую сварную конструкцию с закрепленным мешком из воздухопроницаемой ткани. Бункера могут изготавливаться различного объема, ООО «МЕТЕМ» предлагает бункера объемом 20 м3. Бункера данного объема удобны в работе и обслуживании, позволяют разместить участок вылеживания практически в любом пригодном для этих целей помещении. Бункера вылеживания соединяются пневмопроводами, объединяющими узел вылежки и позволяющими создать бункерный модуль необходимого объема.
Вспененные гранулы ПСВ находятся в бункере вылеживания около 4-12 часов в зависимости от размера гранул, насыпной плотности и остаточной влажности. Для уменьшения времени выдержки материала в бункере рекомендуется размещать участок вылежки в помещении с пониженной относительной влажностью. Значительного сокращения времени выдержки можно добиться, применив метод перекачивания гранул нагретым воздушным потоком из бункера в бункер. Время выдержки ПСВ гранул в этом случае сокращается до 2-3 часов.
Хранение вспененных гранул ПСВ.
Вспененные гранулы ПСВ после выравнивания внутреннего давления имеют достаточно стабильные характеристики, как водопоглощения так и прочности и могут храниться достаточно долго. Однако при вылежке гранул в бункерах необходимо защитить их от воздействия низких температур. При низкой температуре резко замедляется процесс сушки материала, гранулы смерзаются, что отрицательно сказывается на качестве получаемых гранул ПСВ. Температура в производственном помещении не должна опускаться ниже +8оС.
Обязательная вентиляция производственных и складских помещений
При соединении пентана содержащегося в грануляте ПСВ с воздухом образуется взрывоопасная воздушно-пентановая смесь. Воздушно-пентановая смесь тяжелее воздуха, поэтому необходимо предусмотреть вентиляцию участка вспенивания и вылежки материала на уровне пола. Приток свежего воздуха осуществляется с верху. На крыше производственного здания должны быть установлены вентиляционные люки, обеспечивающие достаточный приток свежего воздуха. На уровне пола рекомендуется установить вытяжной вентилятор.
Над разгрузочным окном вспенивателя и приемной горловиной сушки необходимо установить вытяжные зонты, для предотвращения скапливания пентана (воздушно-пентановой смеси).
Рассмотренная схема производства вспененных гранул ПСВ на основе установки вспенивания ПП-4, позволяет получить до 60 м3 готового материала за восьмичасовую рабочую смену.
Дозирование, транспортировка вспененных гранул ПСВ, цемента и воды
ПСВ
Готовые вспененные гранулы ПСВ из бункера вылеживания подаются воздушным потоком по воздухопроводу в бункер-приемник объемного дозатора. Избыточное давление воздуха стравливается через выходной фильтр дозатора. По наполнению дозатора, закрывается входная заслонка и открывается выходная. Гранулы ПСВ попадают в смеситель полистиролбетона.
Цемент
Цемент из бункера хранения шнековым питателем подается в полистиролбетоносмеситель.
Приготовление полистиролбетона.
Составляющие полистиролбетона(вспененные гранулы ПСВ, цементные вяжущие, вода, добавки) дозированными частями подаются в смеситель. Последовательность подачи составляющих определяется технологическим регламентом предприятия изготовителя. Обычно последовательность загрузки составляющих смеси следующая:
1.Подача в смеситель дозированного объема вспененных гранул ПСВ.
2.Первоначальная (пусковая) подача в смеситель воды с добавками. Около 25 % необходимого объема воды.
3.Перемешивание, для смачивания поверхности гранул ПСВ.
4.Подача в смеситель необходимого количества цемента.
5.Перемешивание гранул ПСВ обработанных водой с цементными вяжущими.
6.Подача в смеситель основного объема воды, для полного насыщения раствора (жесткой смеси) водой.
7.Окончательное перемешивание.
8.Разгрузка смесителя.
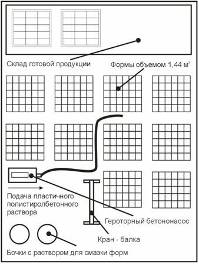
На участке розлива формы собирают и смазывают внутренние стенки специалной смазкой, препятствующей прилипанию смеси к стенкам при твердении, после розлива формы разбирают и отправляют готовые блоки на вылеживание на склад, при этом каждый поддон с блоками необходимо накрывать пленкой, для того чтобы блоки не отдавали резко влагу.
Способы формования полистиролбетонных растворов (смесей)
1. Литье полистиролбетонных растворов в кассетные формы.
2. Объемное вибропрессование жестких полистиролбетонных смесей.
Литье подвижных, пластичных полистиролбетонных растворов в формы, на сегодняшний день наиболее распространенный способ формования. Наличие большого количества металлических (пластиковых, металлопластиковых) форм неотъемлемая часть данной технологии.
ООО «СтройМеханика» проектирует, производит и реализует более 200 типоразмеров металлических и металлопластиковых форм, в том числе формы, для производства четырехсторонних пазогребневых плит и форм, для производства пустотных стеновых блоков.
В производственный процесс изготовления полистиролбетонных блоков на основе литьевой технологии может быть включен пеногенератор, для производства пенобетона низких и средних плотностей (от 800кг/м 3). Применение пеногенератора позволяет подавать стабильные (устойчивые) водопенные растворы в бетоносмеситель (полистиролбетоносмеситель) принудительного действия. Полученный пенобетон (поробетон) средних плотностей при смешивании с гранулами ПСВ образует уникальный материал пенополистиролбетон. Применение пенобетона средних плотностей в производстве полистиролбетонных блоков позволяет существенно снизить коэффициент теплопроводности материала.
ООО «СтройМеханика» производит несколько типов пеногенираторов. Ресиверные пеногенераторы типа «Буран», автоматические, насосные пеногенераторы типа: «Букет-3М». Пеногенираторы производства ООО «СтройМеханика» работают с любыми типами бетоносмесителей принудительного действия.
Объемное вибропрессование жестких полистиролбетонных смесей на вибропрессовом оборудовании. Для данного способа формования характерны следующие положительные признаки:
· Значительная производительность.
· Полная идентичность получаемых блоков (камней).
· Сокращение времени производственного процесса изготовления блоков (камней).
· Снижение необходимых производственных площадей и обслуживающего персонала (при сравнении с литьевой технологией производства блоков).
· Широкие возможности по автоматизации производства.
О