Производство плоских плит перекрытия агрегатно-поточным способомРефераты >> Строительство >> Производство плоских плит перекрытия агрегатно-поточным способом
5. Определяем расход щебня
Vпуст=1-
где α – коэффициент раздвижки зерен крупного заполнителя, зависящий от расхода цемента, равный 1,31.
 .
.
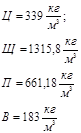
6. Определяем расход песка

Проверка: ![]()
109+183+249,5+458,5=1000.
Получили бетон следующего состава:
4 Технологическая схема производства
При агрегатно-поточном способе изделияформуют с помощью специальных машин на посту формования, а затем перемещают мостовым краном в камеры тепловой обработки. При окончании тепловой обработки изделия распалубливают, а форму готовят для последующего производства. После приёмки ОТК готовые изделия отправляют на склад. Преимуществом этого способа является возможность изготовления изделий широкой номенклатуры (предпочтительно длинной до 12 м, шириной до 3 м и высотой до 1 м), достаточно полной механизации и частичной автоматизации процессов, осуществления чёткого пооперационного контроля. Кроме того, технологически линии с агрегатно-поточным способом производства обладают небольшим капиталовложением, по сравнению с другими способами, и ускоренными сроками строительства.
В состав технологических линий с агрегатно-поточным способом входят следующие основные агрегаты: формующая машина или бетоноукладчик с виброплощадкой, формоукладчик, установка для нагрева или механического натяжения арматуры, камера тепловой обработки, а так же посты распалубки, чистки и смазки форм, складирования полуфабриката, резервных форм и готовых изделий (в зимнее время), ремонта и доводки форм, стенд для испытания готовых изделий.
Все виды производства сборного железобетона при проектировании необходимо размещать в унифицированных, типовых пролётах (длиной 144 м и шириной 18 м). В пролёте предусмотрено 2 формовочных поста, пропарочные камеры ямного типа, установка для предварительного напряжения арматуры и стенд устранения дефектов. Изготовление плит размером 3×6 метров производится с немедленной распалубкой со съёмом бортоснастки. Поддон после укладки напрягаемой арматуры смазывают и перемещают мостовым краном на продольный формоукладчик. После укладки бортоснастки с помощью формоукладчика форма подаётся на виброплощадку марки 6691 С (грузоподъёмностью 15т). Укладка бетона производится бетоноукладчиком марки 6691 С/3. продолжительность цикла 15 мин. После уплотнения бетона и съёма бортоснастки поддон с изделием поступает в пропарочную камеру.
На поточно-агрегатных линиях с формовочными постами, принятыми в типовых проектах, формы на виброплощадку обычно подают с помощью формоукладчика.
При поточном способе организации производства процессы формования, твердения и распалубке изделия выполняются на специализированных постах, входящих в состав технологического потока. Каждый пост оборудован соответствующими машинами и механизмами, а формы и изделия перемещаются от одного поста к другому. Поточное изготовление изделий в перемещаемых формах может быть запроектировано по поточно-агрегатной и конвейерной схемам производства. Конвейерный способ характеризуется тем, что изделие перемещается о поста к посту с принудительным ритмом (например 15 мин), который устанавливают по наиболее длительной технологической операции. При поточно-агрегатном способе формы и изделия двигаются от поста к посту с произвольным интервалом, характерным для данной операции. Конвейерные технологические линии целесообразно применять значительной мощности при изготовлении однотипных конструкции большими партиями.
Достоинство поточно-агрегатного способа – более гибкая и маневренная технология в отношении использования технологического оборудования, возможность изготовления широкой номенклатуры изделий с меньшими капитальными затратами по сравнению с конвейерной технологией. По мимо этого поточно-агрегатная технология, основанная на применении передвижных агрегатов, позволяет формовать изделия за несколько проходов, что гарантирует высокое качество изделий сложной конфигурации и многослойных (стеновых панелей, кровли) и позволяет производить замену устаревшего оборудования без значительной переделки линии. Агрегатно-поточная технология особенно целесообразна при изготовлении различных по геометрической конфигурации элементов.
5 Описание производственного процесса
Содержать формы и формовочное оборудование в чистоте необходимо не только для продления срока их эксплуатации, но и для обеспечения высокого качества изготовляемых изделий. После каждого цикла формования формы чистят и смазывают, применяя для этого различные машины, приспособления и смазочные материалы. Для очистки форм и поддонов применяют машины, рабочими органами которых являются цилиндрические щетки из стальной проволоки, абразивные круги и инерционная фреза из металлических колец. Машины с относительно мягкими металлическими щетками применяют после каждого цикла формования. Машины с абразивными кругами или жесткими щетками используют не чаще одного раза в 2 – 3 месяца, так как при такой чистке быстро изнашивается металл.
Часто очистку поддонов осуществляют машинами с инерционной фрезой, состоящей из металлических колец, свободно висящих на пяти кольцах. При вращении фрезы кольца ударяют по поверхности поддона и дробят оставшуюся на нем пленку цементного раствора.
Поддоны можно очищать по двум схемам: первая – когда машина передвигается над поддоном; вторая – если поддон перемещается под машиной; вторая схема удобна при конвейерной технологии.
Для очистки форм применяют также химический способ, который основан на свойстве некоторых кислот, например соляной, разрушать цементную пленку. Для ускорения реакции применяют в качестве катализатора 0,2%-ный раствор солей NaNО2 и KNO2. Химическую очистку можно производить не чаще одного раза в год. Формы следует чистить на специальном посту с соблюдением требований техники безопасности.
На качество железобетонных изделий влияет сцепление бетона с поверхностью форм. Один из способов уменьшения сцепления – использование смазок. Правильно выбранная и хорошо нанесенная смазка облегчает расформование изделия и способствует получению его ровной и гладкой поверхности.
На заводах применяют три вида смазок: водные и водно-масляные суспензии, водно-масляные и водно-мыльные эмульсии, машинные масла, нефтепродукты и их смеси.
Суспензии – простейшие смазки, их применяют на заводах при отсутствии других смазок. К ним относятся известковая, меловая, глиняная и шлаковая (из отходов, получаемых при шлифовании мозаичных изделий). Однако эти смазки легко размываются.
Эмульсионные смазки. Наиболее стойки и экономичны водно-масляные, эмульсионные смазки, например, приготовленные на основе кислого синтетического эмульсола ЭКС. Эмульсол представляет собой темно-коричневую жидкость, полученную из смеси веретенного масла (35%) и высокомолекулярных синтетических кислот (5%). Из эмульсола ЭКС делают прямую эмульсию («масло в воде») и обратную эмульсию («вода в масле»); последняя более водостойка.