Технология высококачественного окрашивания поверхностей водоэмульсионными составамиРефераты >> Строительство >> Технология высококачественного окрашивания поверхностей водоэмульсионными составами
После шлифовки второго слоя шпатлёвки поверхность грунтуют с подцветкой добавляя в грунтовку цвет будущего покрытия. Приёмы нанесения данной грунтовки такие же что и при первой огрунтовке.
После высыхания данного слоя приступают к первой окраске. (Рис8).
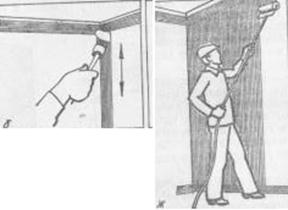
Рис8.
При окраске поверхностей валиками производиться предварительная отводка труднодоступных мест (углов стыков и др.) кистью. После нанесения окрасочного состава предварительно заколерованного на поверхность осуществляется его вертикальная растушевка. Валик равномерно передвигается по всей поверхности плавными движениями, при чём каждый последующий слой перекрывает предыдущий.
После высыхания первого слоя краски производиться нанесение второго слоя.
В некоторых случаях при выполнении высококачественной окраски применяют торцевание поверхности – что бы поверхность стала матовой. Лишённой блеска и шероховатой. Торцевание осуществляется щётками торцовками по свеженанесенному второму слою краски щётками торцовками в двух направлениях под углом 45 и 90 градусов. Держа торцовку перпендикулярно поверхности. Рис 9.
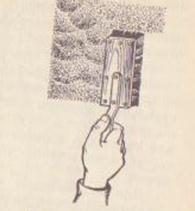
Рис 9.
4. Требования к качеству
При производстве работ по подготовке поверхностей стен и перегородок под окраску необходимо вести строгий контроль качества применяемых материалов, соблюдения технологии выполнения работ.
Производственный контроль качества работ должен включать входной контроль рабочей документации, конструкций, изделий, материалов и оборудования, операционный контроль отдельных строительных процессов или производственных операций и оценку соответствия выполняемых работ.
Материалы после истечения установленного стандартами или ТУ срока хранения перед применением подлежат контрольной проверке в строительной лаборатории.
Шпатлевки и грунтовки, применяемые для подготовки поверхности, должны отвечать требованиям технических условий на их изготовление. Эти материалы должны быть проверены в лабораторных условиях на вязкость, адгезию, консистенцию и во всех случаях сомнений в их качестве (нарушение целостности упаковки, неясная маркировка, несоответствие условий хранения требованиям технических условий, истечение гарантийного срока годности материалов и т. д.).
Грунтовки, применяемые для обеспечения сцепления последующих слоев подготовки с поверхностью, должны иметь вязкость около 15 с по вискозиметру ВЗ-4. Готовую грунтовку следует процеживать через сито с количеством 1200 отверстий/см2.
Шпатлевки, применяемые для заполнения трещин, раковин и выравнивания поверхностей, должны представлять собой однородную нерасслаивающуюся массу, обладать свойством прочного сцепления с поверхностью (1 кг/см2 через 24 ч), легко выравниваться, не оставлять крупинок и царапин на обрабатываемой поверхности, не изменяться и не растрескиваться при высыхании. Шпатлевки, приготовленные для механического нанесения на подготавливаемую поверхность, должны иметь консистенцию, соответствующую 12 см погружения стандартного конуса, а шпатлевки, приготовленные для нанесения вручную, - 6-8 см.
Грунтовки и шпатлевки в жидкой фазе транспортируются в специальной таре в закрытом виде, а порошкообразные - в полиэтиленовых мешках или металлических закрытых емкостях.
Транспортировать к месту назначения можно при температуре не ниже + 5°С.
Грунтовки и шпатлевки должны храниться в закрытой таре при температуре не ниже + 5°С в закрытом помещении на расстоянии не менее 1,5 м от обогревательных приборов.
После продолжительного хранения перед употреблением грунтовки и шпатлевки должны быть перемешаны непосредственно в таре.
На каждую единицу тары должна быть прикреплена этикетка, на которой указывают:
- наименование предприятия-изготовителя;
- товарный знак и адрес;
- массу нетто;
- срок хранения;
- краткие сведения о применении.
Поверхности всех видов не должны иметь:
- загрязнений в виде пыли, брызг раствора, жировых и битумных пятен, выступивших на поверхности солей;
- трещин в местах сопряжении (углы примыкания, стыки) и усадочных трещин с раскрытием более 3 мм;
- раковин, наплывов, впадин на любом участке поверхности площадью 200х200 мм более 5 шт.
Возможные дефекты окрашивания поверхности водоэмульсионными составами.
|
Дефекты |
Причины появления |
Способ устранения |
|
Жирные пятна |
Остались пятна животных масел |
Вырубить штукатурку и отделать заново. |
|
Жёлтые ржавые пятна |
Просачивание оксида железа через краску |
Промыть поверхность раствором соляной кислоты. И заново Огрунтовать. |
|
Высолы |
Выделение из штукатурки растворимых солей. |
Высушить. Огрунтовать масляной краской и заново отделать. |
|
Просвечивание ранее окрашенных слоёв |
Применение грунтовки отличающейся по цвету. |
Промыть. Просушить и вновь огрунтовать и окрасить. |
|
Натаски |
Поверхность окрашивалась без огрунтовки |
Очистить, огрунтовать и окрасить. |
|
Пропуски. Потёки, |
Применён жидкий состав |
Вновь огрунтовать и окрасить. |
|
Стыки |
Окрашено по слабой грунтовке |
Заново загрунтовать и окрасить |
|
Пятна различного цвета |
Окраска по непросохшей поверхности. |
Очистить, просушить и окрасить заново |
|
Грубая фактура |
Недостаточно прошпатлёвана поверхность. Неправильно окрашено. Грубая работа |
Прочистить пемзой зашпатлевать и окрасить заново. |
5. Организация труда и рабочего места
Производительность труда, рентабельность производства работ, качество малярной отделки и безопасность выполнения тех или иных операций в большой степени зависят от правильной организации труда и культуры производства.
Наиболее прогрессивной формой организации труда при производстве малярных работ является научная организация труда (НОТ) применительно к условиям и структуре конкретной отделочной организации. В каждой строительной отделочной организации составляют план НОТ по видам малярных работ.