Технология производства бетонных работ при возведении фундаментовРефераты >> Строительство >> Технология производства бетонных работ при возведении фундаментов
Опалубка для возведения стен представляет собой пространственную раму, состоящую из стоек, двух тележек, соединительной балки и металлических опалубочных щитов. Щиты располагают между направляющими стойками, которые фиксируют положение щитов, воспринимают давление бетонной смеси и передают усилия от механизма горизонтального движения – щитам. Щиты перемещают по вертикали электрической лебедкой, установленной на верхней балке. Выносные консоли на щитах с настилом и ограждением служат рабочими подмостями. Для приёма бетонной смеси на подмостях установлен приемный бункер с вибратором.
Вдоль возводимой стены опалубку перемещают по рельсовому пути от автономного механического привода или электрической лебедки, установленной в конце бетонируемого участка.
Опалубка-облицовка
Несъемную опалубку в зависимости от назначения применяют:
- железобетонную – при возведении фундаментов промышленных зданий, технологического оборудования, при прокладке технологических туннелей;
- пенополистирольные блоки – в качестве теплоизоляции наружных стен жилых зданий;
- асбестоцементные и металлические опалубки – выполняют роль гидроизоляции.
Опалубку-облицовку к основной конструкции крепят с помощью анкерующих петлей-выпусков, проволоки Ø 3 – 5 мм, закладных деталей, а также придают плитам шероховатую поверхность. Железобетонная опалубка работает совместно с монолитным бетоном и включается в расчётное сечение конструкции.
2 Арматурные работы
Арматурные работы состоят из заготовки арматуры в заводских условиях и монтажа ее на строительной площадке.
Арматурная сталь диаметром от 3 до 90 мм горячекатаная и холоднотянутая, проволочная, классов A-I, A-II, A-III, A-IV поступают на строительную площадку в виде отдельных стержней, диаметром 10 мм – в бухтах массой 80 – 100 кг, рулонных сеток массой до 150 кг – из проволоки Ø 3,0 – 3,5 мм.
Поступающие на строительную площадку арматурную сталь, закладные детали и анкеры при приемке подвергают внешнему осмотру и замерам. При отсутствии необходимых данных в сертификатах заводов-изготовителей – подвергают контрольным испытаниям. Порядок отбора, методы испытания и число контрольных образцов принимают по ГОСТам, техническим условиям, а также дополнительным указаниям проекта.
Виды арматуры:
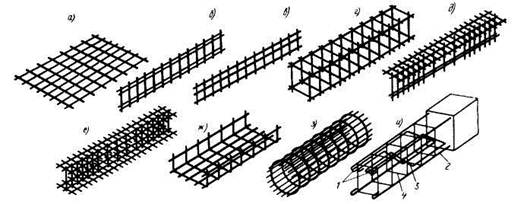 |
а – сетка плоская; б, в – плоские каркасы; г – пространственный каркас; д – каркас таврового сечения; е – то же, двутаврового сечения; ж – гнутый каркас; з – цилиндрический каркас; и – каркас вязаный с отогнутыми стержнями; 1 – концевые крюки; 2 – нижние рабочие стержни; 3 – рабочие стержни с отгибами; 4 – хомуты
По трудоемкости монтажа арматура делится на тяжелую – диаметром более 12 мм и легкую – диаметром менее 12 мм.
Арматура бывает гибкая и жесткая. Гибкая арматура – гладкая и периодического профиля. Арматура периодического профиля экономичнее. Жесткую арматуру изготавливают из прокатных профилей – швеллеров, двутавров, уголков. К жесткой арматуре разрешается крепить опалубку.
Монтаж ненапрягаемой арматуры
Армирование конструкций производят отдельными стержнями, плоскими и объемными каркасами, сетками. Арматурные каркасы и сетки изготавливают в кондукторах, обеспечивающих точное расположение свариваемых элементов. Несущие арматурные каркасы с применением стержней Ø более 32 мм должны изготавливаться с учетом требований, предъявляемых к изготовлению, монтажу и приемке металлических конструкций.
Места строповки арматурных изделий должны быть помечены в соответствии с рабочими чертежами. При монтаже арматуры должны соблюдаться следующие требования:
- перед монтажом арматуры должна быть проверена опалубка;
- арматуру следует монтировать в последовательности, обеспечивающей правильное ее положение и закрепление, а также обеспечить необходимую толщину защитного слоя бетона;
- необходимую толщину защитного слоя бетона обеспечивают установкой бетонных, пластмассовых и металлических фиксаторов;
- смонтированная арматура должна быть закреплена от смещений и предохранена от повреждений, которые могут произойти в процессе бетонирования конструкции.
Смещение арматурных стержней каркасов и сеток не должно превышать 1/5 наибольшего диаметра стержня и 1/4 диаметра устанавливаемого стержня. Стыковые соединения арматуры выполняют контактной стыковой и точечной сваркой, дуговой полуавтоматической сваркой под флюсом и порошковой проволокой в инвентарных формах, дуговой одноэлектродной или многоэлектродной ванной сваркой в инвентарных формах. Допускается сварка стыковых соединений дуговой ванной электродной или ванно-шовной сваркой с остающимися стальными подкладками или накладками, дуговой полуавтоматической и одноэлектродной сваркой многослойными швами, дуговой сваркой протяженными швами с парными накладками или внахлестку.
Соединение внахлестку без сварки применяют при армировании конструкций сварными сетками или плоскими каркасами с односторонним расположением рабочих стержней арматуры и при диаметре арматуры не выше 32 мм. Величина нахлестки (перепуска) устанавливается СНиПом в зависимости от характера работы элемента, расположения стыка, класса бетона и арматурной стали.
При стыковании сварных сеток из круглых гладких стержней в пределах стыка следует располагать не менее двух поперечных стержней.
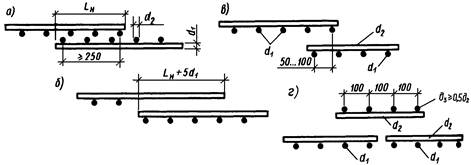
Рис. 2.1. Соединение сварных сеток нахлесткой:
а – из стержней гладкого профиля нахлесткой; б – то же, периодического профиля; в – то же, в нерабочем направлении с перепуском; г – то же, с дополнительной сеткой; d1 – диаметр рабочих стержней; d2 – диаметр распределительных стержней; d3 – диаметр распределительных стержней дополнительной сетки
При стыковании сеток из стержней периодического профиля, приваривать поперечные стержни в пределах стыка не обязательно, но длину нахлёстки в этом случае увеличивают на пять диаметров (см. рис. 2.1, б).
Стыки стержней в нерабочем направлении (поперечные монтажные стержни) выполняют с перепуском 50 мм при диаметре распределительных стержней до 4 мм, и 100 мм при диаметре более 4 мм (см. рис. 2.1, в).
При диаметре рабочей арматуры 26 мм и более, сварные сетки в нерабочем направлении рекомендуется укладывать впритык друг к другу, перекрывая стык специальными стыковыми сетками с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры, но не менее 100 мм.
Смонтированную арматуру принимают до укладки бетонной смеси и составляют акт освидетельствования скрытых работ.
Напряженное армирование конструкций
Напрягаемые арматурные элементы заготавливают на технологических линиях. Высокопрочную проволоку и арматурные канаты режут механическими ножницами или дисковыми пилами трения. Резка их электрической дугой не допускается. Для стержневой арматуры используют горячекатаную сталь периодического профиля классов A-II, A-IIIв, A-IVн, Aт-IV, A-V, Aт-V, Aт-VI и высокопрочную проволоку B-II и Bp-II.