Строительство газопроводов из полиэтиленовых трубРефераты >> Строительство >> Строительство газопроводов из полиэтиленовых труб
- предупредительный контроль - на стадии подготовки к строительству и заключается в изготовлении допустимых стыков, на основании оценки которых сварщик допускается к работе.
- пооперационный контроль - осуществляется исполнителем работ в процессе выполнения всей цепочки технологических операций.
- приемочный контроль - в процессе строительства при технадзоре со стороны заказчика и эксплутационной организации, а также в форме актов при приемки объекта.
Специальные методы контроля
На каждом этапе используют сразу несколько методов контроля, так как 100% гарантию качества один из контроля не дает.
В этом отношении экспресс методы уступают специальным.
Большое внимание уделяется также квалификации сварщиков.
Выполняют допустимые стыки:
1стык - для автом.
3 -5 штук - на не автоматическом оборудовании
Стыки подвергаются визуальным и механическим испытаниям.
3. Специальные методы испытания позволяют определить дополнительные показатели (кратковременной и длительной прочности) сварных соединений.
1) Испытанием на статический изгиб подвергают соединения выполненные сварочным нагревательным инструментом в стык. Испытывают образцы полоски, вырубленные по периметру в количестве 5 штук. Скорость деф. 50 мм/м.
Результат положительный если образец выдерживает без разрушений не менее 160°
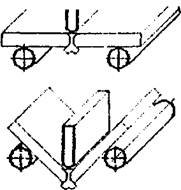
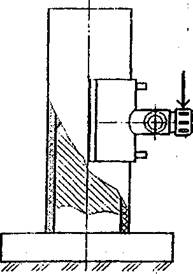
2) Испытание на стойкость к удару - заключаются в нанесении удара па, ающим грузом цилиндрической формы на поверхность крышки седлового отвода с последующим определением герметичности. Результат положительный если на образцах нет видимых разрушений и нарушений герметичности.
3) Испытание длительное растяжение проводится для определения несущей способности сварных соединений сваркой в стык.
Оптимальный способ обнаружения микро трещин главная характеристика сварного шва.
Берется 6 образцов сварного соединения и,6 образцов выполненных на оптимальном режиме сварки.
Все образцы подвергаются статическому усилию с помощью специального приспособления. Испытания проводят до появления трещин у 50% образцов. Результаты образцов сравнивают по среднему времени до появления трещин.
Испытание пройдено если время образцов не ниже времени контрольных образцов.
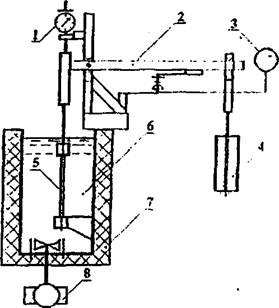
1 - стрелочный индикатор. 2 - рычаг для передачи силы; 3 - прибор учета времени, 4 - ксштролы/ьш фул 5 обраюц; 6 - испытательная среда; 7-теплошояярованная ванна. 8-насос для циркуляции жидкости
4) Испытание при постоянном внутреннем давлении - проводится аналогично испытанию труб на стойкость постоянному внутреннему давлению.
Контрольные вопросы: 1. Какие методы контроля качества ПЭ сварных соединений бывают? 2. Перечислить специальные методы контроля?
Тема 5. Экспресс методы контроля сварных соединений полиэтиленовых газопроводов
Экспресс методы для сварки в стык
1. Для стыковых соединений экспресс методом контроля относятся:
- внешний осмотр и пневматические испытания (все соединения)
- испытания на осевое растяжение и ультразвуковой контроль На количества шва влияют следующие факторы:
- сварочное оборудование
- правильность подготовки труб
- соблюдение параметров
- климатические факторы
Визуальный контроль достаточно полноценен, так как он охватывает 100% шва, размер граней, его конфигурация и т.д. Недостаток - выявляет только крупные дефекты и не «видят» дефекты, не сопровождающие внешними признаками.
Механические и пневматические испытания выявляют в основном скрытые дефекты типа протяженных или сквозных непроваров, мелкие дефекты данные способы не видят.
Внедряемый в настоящее время ультразвуковой контроль направлен на выявление мелких дефектов, площадь которых превышает 0,5 - 1,00мм.
Таким образом
1) наиболее информативными методами контроля являются визуальный и ультразвуковой
2) небольшие внутренние дефекты, имеющимися в распоряжение экспресс методами обнаружить сложно
Визуальный контроль сварных соединений и измерительный контроль геометрических параметров должен производится в 100% объеме на всех сварных соединениях. К внешнему виду сварных соединений предъявляются следующие требования:
1) размеры валиков шва должны соответствовать нормам
2) валики должны быть симметричны, равномерно распределены по окружности
3) цвет валика и трубы должен быть один, не иметь трещин, пор и т.д.
4) смещение кромок 10%
- впадины между валиками не должны быть ниже наружной поверхности трубы
- угол излома сварных труб не должен превышать 5%
Механические испытания на растяжения проводятся в лабораториях контроля качества на разрывных машинах.
Основным критерием является характеристика разрушений (3 типа)
Сварные стыки ПЭ газопроводов считаются выдержавшие испытания, если не менее 80% образцов имеют разрушения первого типа, остальные 20% -второго типа. Разрушения третьего типа не разрешаются.
Ультразвуковой метод выявляет геометрические размеры дефектов, их форму, положение.
Мнении специалистов различных стран о необходимости УЗК неоднозначны (Россия применяет)
В настоящее время появились УЗ дефектоскопы, позволяющие обнаружить дефекты 8 до 1,0мм2.
СП 42-105-99 договариваются допустимые размеры этих трещин.
Для контроля стыков рекомендуется применять дефектоскоп, позволяющий запоминать и хранить информацию. К ним относятся КСП 1.03 (Арзамасский приборостроительный завод), УД - 10, УД - 4 (АО «Вниист»), Еросп - Ш («Рапатептз» США). Результаты контроля стыков оформляются протоколом.
Экспресс методы для сварки деталей с закладными нагревателями
2. Для соединений выполняемых деталями экспресс методам контроля относятся:
- внешний осмотр и пневматические испытания (для всех соединений)
- испытания на сплющивание (для муфт) и на отрыв (для седловых отводов), используются в основном только при оценки квалификации сварщика. По технологии - сварка с зн - более проста. На качества шва влияют:
- тип детали, в режиме сварки которой заложено изменение параметров варки от I
- точность ввода значений
- пневматические факторы
- неточность в подгоне труб
Внешнему осмотру подлежат все соединения пори этом внешний вид должен соответствовать следующим требованиям:
1) трубы за пределами соединительной детали должны иметь
следы механической обработки
- индикаторы сварки деталей должны быть в выдвинутом положении
- угол излома до 5°
2) поверхность не должна иметь следов температурной
деструкции
Визуальный осмотр в данном случае не может быть критерием отбраковки, так как при этом способе сварки практически ничего не видно.
В основном о качестве шва судят по распечатке параметров сварки. Для испытания на сплющивания берут образцы сегмента и сжимают. Определяют % отрыва. Испытание пройдено если С<60%
С=(Хс1/У)*100%