Получение азотной кислоты
Функциональная схема получения азотной кислоты.
Описание технологической схемы процесса
В 1960-ых годах разработан агрегат по производству азотной кислоты мощностью 120 тыс. т/год под давлением 0,716 МПа с использованием высокотемпературной каталитической очистки выхлопных газов, выпускающий продукцию в виде 53–58% -ной HNO3. Технологическая схема этого производства в упрощенном варианте представлена на рисунке 2.
Атмосферный воздух проходит тщательную очистку в двухступенчатом фильтре 1. Очищенный воздух сжимают двухступенчатым воздушным компрессором. В первой ступени 18 воздух сжимают до 0,35 МПа, при этом он нагревается до 165–175 ºС за счет адиабатического сжатия. После охлаждения воздух направляют на вторую ступень сжатия 16, где его давление возрастает до 0,716 МПа.
Основной поток воздуха после сжатия нагревают в подогревателе воздуха 12 до 250–270 ºС теплотой нитрозных газов и подают на смешение с аммиаком в смеситель 6.
Газообразный аммиак, полученный путем испарения жидкого аммиака, после очистки от влаги, масла и катализаторной пыли через подогреватель 5 при температуре 150 ºС также направляют в смеситель 6. Смеситель совмещен в одном аппарате с поролитовым фильтром. После очистки АВС с содержанием NH3 не более 10% подают в контактный аппарат 14 на конверсию аммиака.
Конверсия аммиака протекает на платинородиевых сетках при температуре 870‑900 ºС, причем степень конверсии составляет 96%. Нитрозные газы при 890–910 ºС поступают в котел-утилизатор 15, расположенный под контактным аппаратом. В котле за счет охлаждения нитрозных газов до 170 ºС происходит испарение химически очищенной деаэрированной воды, питающей котел-утилизатор; при этом получают пар с давлением 1,5 МПа и температурой 230 ºС, который выдается потребителю.
После котла-утилизатора нитрозные газы поступают в окислитель нитрозных газов 13. Он представляет собой полый аппарат, в верхней части которого установлен фильтр из стекловолокна для улавливания платинового катализатора. Частично окисление нитрозных газов происходит уже в котле-утилизаторе (до 40%). В окислителе 13 степень окисления возрастает до 85%. За счет реакции окисления нитрозные газы нагреваются до 300–335 ºС. Эта теплота используется в подогревателе воздуха 12.
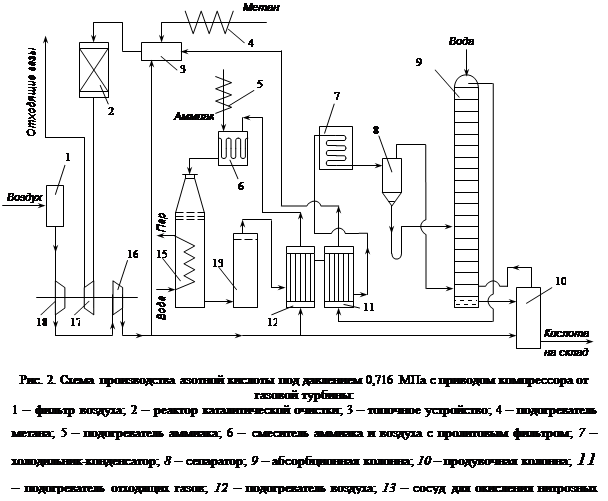 Охлажденные в теплообменнике 12 нитрозные газы поступают для дальнейшего охлаждения в теплообменник 11, где происходит снижение их температуры до 150 ºС и нагрев выхлопных (хвостовых) газов до 110–125 ºС. Затем нитрозные газы направляют в холодильник-конденсатор 7, охлаждаемый оборотной водой. При этом конденсируются водяные пары и образуется слабая азотная кислота. Нитрозные газы отделяют от сконденсировавшейся азотной кислоты в сепараторе 8, из которого азотную кислоту направляют в адсорбционную колонну 9 на 6–7-ю тарелку, а нитрозные газы – под нижнюю тарелку абсорбционной колонны. Сверху в колонну подают охлажденный паровой конденсат. Образующаяся в верхней части колонны азотная кислота низкой концентрации перетекает на нижележащие тарелки. За счет поглощения оксидов азота концентрация кислоты постепенно увеличивается и на выходе достигает ~1%. Поэтому кислота направляется в продувочную колонну 10, где подогретым воздухом из нее отдувают оксиды азота, и отбеленная азотная кислота поступает на склад. Воздух после продувочной колонны подается в нижнюю часть абсорбционной колонны 9.
Охлажденные в теплообменнике 12 нитрозные газы поступают для дальнейшего охлаждения в теплообменник 11, где происходит снижение их температуры до 150 ºС и нагрев выхлопных (хвостовых) газов до 110–125 ºС. Затем нитрозные газы направляют в холодильник-конденсатор 7, охлаждаемый оборотной водой. При этом конденсируются водяные пары и образуется слабая азотная кислота. Нитрозные газы отделяют от сконденсировавшейся азотной кислоты в сепараторе 8, из которого азотную кислоту направляют в адсорбционную колонну 9 на 6–7-ю тарелку, а нитрозные газы – под нижнюю тарелку абсорбционной колонны. Сверху в колонну подают охлажденный паровой конденсат. Образующаяся в верхней части колонны азотная кислота низкой концентрации перетекает на нижележащие тарелки. За счет поглощения оксидов азота концентрация кислоты постепенно увеличивается и на выходе достигает ~1%. Поэтому кислота направляется в продувочную колонну 10, где подогретым воздухом из нее отдувают оксиды азота, и отбеленная азотная кислота поступает на склад. Воздух после продувочной колонны подается в нижнюю часть абсорбционной колонны 9.
Степень абсорбции оксидов азота достигает 99%. Выходящие из колонны хвостовые газы с содержанием оксидов азота до 0,11% при температуре 35 ºС проходят подогреватель 11, где нагреваются до 110–145 ºС и поступают в топочное устройство (камера сжигания 3 установки каталитической очистки. Здесь газы нагреваются до температуры 390–450 ºС за счет горения природного газа, подогретого предварительно в подогревателе 4, и направляются в реактор с двухслойным катализатором 2, где первым слоем служит оксид алюминия с нанесенным на него палладием, вторым слоем – оксид алюминия. Очистку осуществляют при 760 ºС. Очищенные газы поступают в газовую турбину 17 при температуре 690–700 ºС; энергия, вырабатываемая турбиной за счет теплоты хвостовых газов, используется для привода турбокомпрессора 18. Затем газы направляют в котел-утилизатор и экономайзер (на схеме не показаны) и выбрасывают в атмосферу. Содержание оксидов азота в очищенных выхлопных газах составляет 0,005–0,008%, содержание CO2 – 0,23%.
Таким образом, данный агрегат полностью автономен по энергии. Энергия рекуперируется в результате установки на одной оси с турбокомпрессором газовой турбины. [Кутепов, стр.410–411].
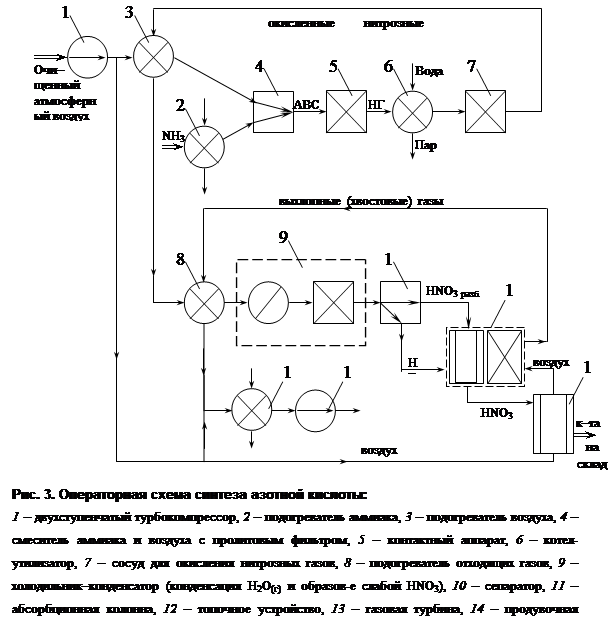
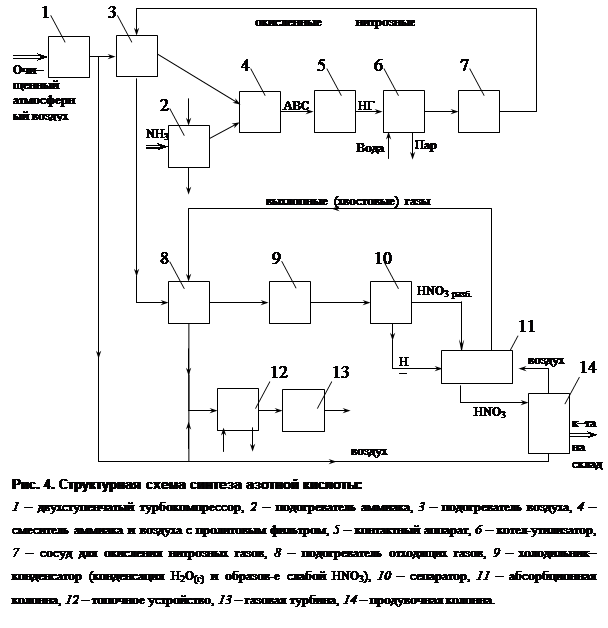
Структурная и операторная схемы (Кутепов, стр.334)
 Расчет материального баланса ХТС
Расчет материального баланса ХТС
 |
![]() Условно постоянная информация для расчета
Условно постоянная информация для расчета
|
№ |
Содержание информации |
Условное обозначение |
Единица измерения |
Принятое значение |
|
1 |
Содержание NH3 в АВС |
|
% об. |
10,5 |
|
2 |
Степень превращения NH3 в NO |
1 |
% |
94 |
|
3 |
Степень переработки НГ в HNO3 |
2 |
% |
98,8 |
|
4 |
Концентрация HNO3 |
|
% масс. |
57 |
|
5 |
Содержание O2 в выхлопных газах |
|
% об. |
3,3 |
|
6 |
Содержание H2O в выхлопных газах |
|
% об. |
2,8 |
|
7 |
Базис расчета, кг HNO3 в продукте |
П |
кг |
5500 |