Производство этилового спирта
Однако интенсивная циркуляция реакционной газовой смеси, кратность которой (при выходе этанола около5%) достигает 20, и сравнительно невысокая теплота реакции позволяет весьма просто реализовать процесс в адиабатическом реакторе колонного типа. Выделяющаяся теплота реакции повышает температуру реагирующего газового потока лишь на 15-200С, что допустимо.
Несмотря на весьма малую летучесть фосфорной кислоты, унос ее в виде паров при такой значительной рециркуляции реакционной газовой смеси и высокой температуре достигает 0,4-0,5кг/ч с 1м3 катализатора, что может вызвать коррозию аппаратуры и ограничивает длительность нормальной работы катализатора до 500-600 часов. В связи с этим была разработана технология непрерывной подачи свободной фосфорной кислоты в реакционную газовую смесь на входе в реактор, нейтрализации ее щелочью на выходе из реактора и регенерация из полученных при нейтрализации солей. Это позволило увеличить длительность работы катализатора до 1500 часов, заметно сократить расход фосфорной кислоты и значительно уменьшить коррозию оборудования. Такой процесс можно проводить в стальной аппаратуре.
Из приведенной физико-химической характеристики процесса можно вывести основные положения, которые были приняты при разработке существующей технологической схемы.
1. Необходимо построить схему по принципу многократной циркуляции реакционной газовой смеси через реактор с отводом целевого продукта – этанола – конденсацией;
2. В качестве исходного продукта следует применять чистый этилен с минимальным содержанием инертных примесей, которые накапливаются в реакционной смеси и частично отводятся с рециркулирующей газовой смесью в виде «отдувки»;
3. Повышение давления процесса ограничено из-за опасности конденсации воды, снижающей активность катализатора;
4. Процесс необходимо проводить при эквимолярном или близком к нему соотношении этилен / водяной пар;
5. Необходимо наиболее полно регенерировать тепло, расходуемое на получение водяного пара;
6. Возможно применение адиабатического реактора простейшей конструкции;
7. Целесообразно подпитывать поступающую в реактор реакционную газовую смесь свежей фосфорной кислотой, необходима нейтрализация паров кислоты на выходе из реактора, включая регенерацию ее из выпавших солей.
5.Описание технологической схемы процесса производства этилового спирта
Технологическая схема синтеза производства этилового спирта
Технологические схемы синтеза этанола различаются способами получения водяного пара и системами утилизации тепла. В наиболее совершенных схемах водяной пар для синтеза получают путем рецикла воды после отделения этанола и использованием водяного конденсата.
Свежий и оборотный этилен сжимают в компрессорах 1,2 до 8МПа, смешиваются с водяным паром, подогреваются в теплообменнике 4 теплом отходящей от реактора смеси и перегреваются в трубчатой печи 3 до 275 °С, после чего подаются в реактор – гидрататор 5. Перед входом в реактор в поток вбрызгивается фосфорная кислота для подпитки катализатора, что продлевает срок его службы.
Реактор представляет собой полую колонну высотой Юм и диаметром 1,5м, работающую в режиме идеального вытеснения. Для исключения влияния коррозии от фосфорной кислоты изнутри он выложен листами красной меди.
Реакционные газы содержат пары унесенной фосфорной кислоты, которая нейтрализуется гидроксидом натрия, а образующиеся соли выделяются в солеотделителе 6. Унос фосфорной кислоты составляет 0,4 - 0,5 т/час с 1 мЗ катализатора.
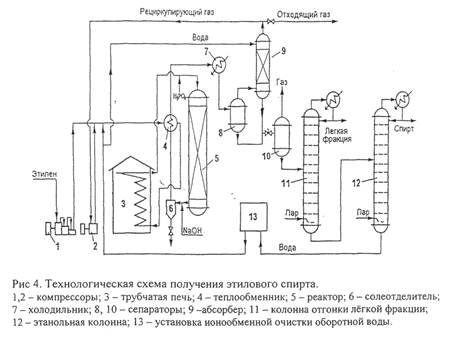
Теплота отходящих реакционных газов регенерируется в теплообменнике 4 для нагрева входящей смеси. В холодильнике 7 происходит конденсация продуктов реакции, а в сепараторе 8 разделяются жидкие и газовые потоки. Вода, как менее летучий компонент, конденсируется с большей полнотой. Поэтому для дополнительного выделения спирта производится его отмывка водой в абсорбере 9. Непрореагировавший газэ содержащий 90 -92% этилена, рециркулируют компрессором 2, а часть его сбрасывают, чтобы избежать накопления примесей в системе. Отдувка составляет примерно 20% от введенного этилена и направляется на установку газоразделения для выделения этилена.
Водный конденсат после сепаратора 8 и жидкость из абсорбера 9 дросселируют (сбрасывают давление), в результате чего выделяются растворенные газы, отделяемые в сепараторе низкого давления 10 и направляемые в топливную линию.
Жидкая фаза из сепаратора 10 представляет собой 15% - ный водный раствор этанола, содержащий примеси диэтилового эфира, ацетальдегида и низкомолекулярных полимеров этилена. Этот раствор подвергают ректификации в ректификационных колоннах 11 и 12. В первой отгоняют наиболее летучий диэтиловый эфир и ацетальдегид, а во второй - этиловый спирт в виде азеотропной смеси, содержащей 95% этанола и 5% воды. Обогрев колонны осуществляется острым паром. В кубе колонны 12 остается вода, которую очищают от соли в ионообменной установке 13 и возвращают на гидратацию, организуя замкнутый цикл по технологической воде. Это позволяет значительно снизить расход свежей воды, исключить сброс отработанной воды в стоки и сократить потери этанола.
6.Расчет материального баланса ХТС
Исходные данные
|
1. |
Концентрация С2Н4 в этиленовой фракции. |
g011С2Н4 |
0,98 |
|
2. |
Содержание С2Н5ОН в ректификате |
g403С2Н5ОН |
0,95 |
|
3. |
Норма расхода пара. |
QH2O |
0,6 |
|
4. |
Конверсия этилена |
Х |
0,06 |
|
5. |
Селективность |
jC2Н5ОН |
0,95 |
|
6. |
Степень превращения конвертированного этилена в: диэтиловый эфир; Ацетальдегид |
j(С2Н5)2О jС2Н4О |
0,03 0,02 |
|
7. |
Содержание инертов в циркуляционном газе |
g31инерт |
0,15 |
|
8. |
Количество С2Н5ОН (базис расчета) |
П |
9000 |