Разработка участка по получению магнитопласта на основе полиамида-6 методом литья под давлением
Интрузионный метод - применяется при червячном способе пластикации для получения толстостенных изделий. Его суть - вращением червяка расплав в режиме экструзии подается в пресс-форму и заполняет ее, после этого червяк останавливается и осевым движением подпитывает форму, компенсируя естественную усадку остывающего расплава. Особенность подобного способа - объем изделия может превышать паспортный объем впрыска ЛМ, но развиваемое в литьевой форме давление невелико, вследствие чего геометрия изделия не должна быть сложной, гнездность формы ограничена, получение тонкостенных изделий затруднено, кроме того, необходимо учитывать термостабильность полимера.
Инжекционно-прессовый метод используется для получения изделий значительных по площади прессования, когда заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что вызывает эффект разнопрочности изделия. Сущность технологии состоит в том, что давление на расплав в форме создается не только усилием инжекции (рис.2, а), но и за счет прессового механизма узла смыкания (рис.2, б). С этой целью применяются литьевые формы, конструкция которых допускает перемещение пуансона и после смыкания формы.
Многослойное литье относится к специальным видам, иногда называемым соинжекционными. Это название отражает общую особенность этих методов - обязательное участие в процессе двух, а в некоторых случаях и трех инжекционных узлов, в каждом из которых пластицируется полимерный материал с индивидуальными свойствами. Таким образом, появляется возможность получать многоцветные изделия, изделия, состоящие из различных видов пластмасс (поверхность из ПЭВП, а основной объем из вспененного полистирола), использовать вторичное полимерное сырье для внутренних, неответственных частей деталей, производить изделия ![]() гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
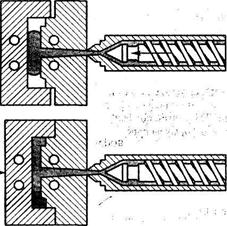
Сэндвич-литье заключается в попеременной подаче в литьевую форму полимерных расплавов из двух пластикаторов. При использовании червячных пластикаторов процесс может выглядеть так, как показано на рис.3. Два инжекционных узла присоединяются к соплу, в конструкции которого предусмотрено переключающее устройство. Как правило, это управляемый игольчатый клапан (ИК). Клапан попеременно или одновременно соединяет с литьевой системой формы пластикационные узлы. По схеме (рис.3) материал из узла I под высоким давлением и с высокой скоростью инжектируется в форму, образуя наружное покрытие изделия (рис.3,а). Затем внутренний объем изделия заполняется материалом из узла II (рис.3, б), после чего в работу повторно включается узел I, добавляющий остатки расплава в форму и «запечатывающий» изделие (рис.3, в).
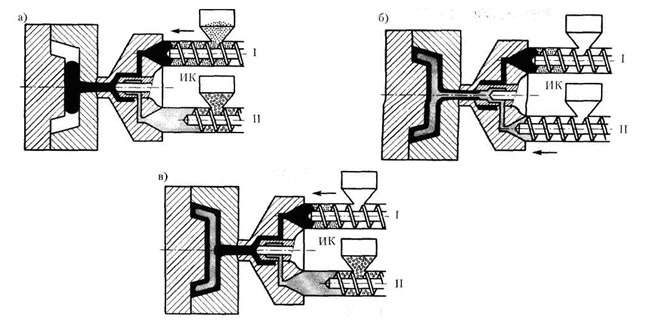
Рис.3 Схема сэндвич-литья двухслойного изделия
Соинжекционное литье (рис.4) требует применения сопла специальной конструкции, называемого также разделительной головкой. Эта технология позволяет получать изделия с числом слоев больше двух, с полным или частичным разделением цветов.
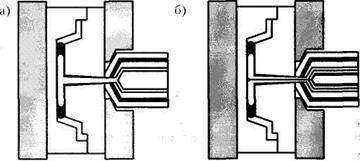
Рис.4 Схема двухканального (а) и трехканального (б) соинжекционного литья под давлением с использованием двух- и трехинжекционных узлов
Литье в многокомпонентные формы (Multi-component injection molding) позволяет получать изделия с четким разделением цветов, а также детали гибридной конструкции (рис.5), в которых из каждого полимерного материала исполнена центральная или периферийная часть. В этом случае инжекционные узлы выполняют традиционные функции, а конструкция детали определяется устройством литьевой формы. На представленной схеме литьевая форма имеет две литниковых системы (1 и 2), постоянно сомкнутые с инжекционными узлами I и II. В пуансоне формы имеются подвижные вставки 3, перемещаемые пневмоприводами 4. Вставки оформляют тот или иной конструкционный элемент изделия. Особенность этого метода состоит в том, что работа узлов инжекции происходит изолировано друг от друга. Поэтому если узел II в приведенном примере работает в режиме инжекции, то узел I может действовать в интрузионном режиме, благодаря чему объем части изделия, формуемой из полимера I, может иметь весьма значительный размер.
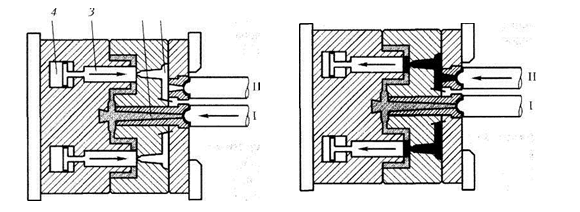 |
Рис.5. Схема многокомпонентного литья
Ротационное литье (не путать с ротационными ЛМ) является разновидностью описанного выше способа, поскольку позволяет решать те же задачи (рис.6), однако требует использования съемной вставки. После оформления центральной части изделия (узел I) вставка извлекается, а в образовавшийся объем инжектируется расплав из узла П. В цикл производства изделия ротационным литьем введена дополнительная операция размыкания формы и удаления (установки) вставки, что не способствует высокой производительности метода.
|
Съемная вставка |
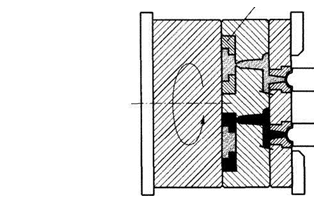
Рис. 6 Схема ротационного литья
 2. Описание технологического процесса
2. Описание технологического процесса
При получении магнитопластов методом полимеризационного наполнения предложена следующая схема производства.
Капролактам в виде кристаллов, размером 2 мм из емкости для хранения поз.1 поступает в смеситель поз.5. Туда же из бункера поз.2 подается вода. В смеситель также добавляется уксусная кислота из емкости поз.3. Компоненты поступают в смеситель с помощью весовых дозаторов. Смешение проводится в среде инертного газа – азота для предотвращения окисления смеси. Смеситель обогревается горячей водой, температура в смесителе 90°С. Капролактам расплавляется, смешивается с добавками и с помощью насоса поз.7 подается в следующий смеситель поз.6. Из герметичной емкости для хранения поз.4 в смеситель поз.6 с помощью весового дозатора подается феррит Ba. Смешение происходит также в инертной среде, при той же температуре. Затем подготовленная смесь поступает в автоклав поз.11, где происходит полимеризация капролактама на поверхности и в объеме наполнителя при температуре 250°С. После завершения процесса полимеризации из полученного материала формуется жилка, диаметром 2 мм, при продавливании через фильеру, которая проходит через ванну поз.17 с холодной умягченной водой. С помощью тянущих валков поз.15 и направляющих поз.14 жилка направляется на резательный станок поз.18.