Химические методы получения порошкообразных материалов и извлечения железа
Медь понижает концентрацию углерода в перлите, сдвигая точки S и Е на диаграмме железо—углерод (см. гл. 1) влево. При содержании в стали до 1 % меди она способствует усадке при спекании, при дальнейшем повышении ее концентрации наблюдается рост спеченного изделия. Повышение в порошковых сталях углерода уменьшает влияние меди на рост спеченного изделия, что достигается образованием в структуре сплава тройной железомедноуглеродистой фазы, которая расплавляясь при 1100 °С, вызывает усадку. Введение углерода в железомедные сплавы также резко повышает прочность порошковых изделий, причем максимальное возрастание свойств наблюдается при содержании меди до 5–6 % и углерода до 0,3–0,6 %. Большое влияние на свойства спеченных изделий из медистой стали имеет метод введения меди. Более высокие свойства достигаются при использовании омедненного графита.
Введение никеля в порошковые стали приводит к повышению механических свойств материала, что связано как с повышением прочности феррита, так и благоприятным воздействием никеля на состояние межчастичных границ. Никель способствует «рассасыванию» межчастичных границ, увеличению протяженности металлического контакта, повышает усадку и плотность изделий.
Отличительной особенностью хрома является высокая устойчивость его оксидов, температура диссоциации которых почти достигает температуры плавления чистого хрома. Это осложняет процесс спекания, особенно когда хром вводится в смесь в виде чистого порошка хрома. Наличие оксидов затрудняет диффузионные процессы, а само спекание необходимо производить при высоких температурах в остроосушенных восстановительных средах (водороде, диссоциированном аммиаке). Поэтому структура спеченных хромсодержащих сталей отличается повышенной гетерогенностью и наличием фаз, которые по среднему составу материала не отвечают равновесной диаграмме его состояния.
К числу основных характеристик, определяющих возможность перевода изготовления деталей с традиционных технологий на порошковые, относятся точность производства и механические свойства порошковых материалов.
Точность изготовления порошковых деталей определяется в основном точностью прессового оборудования, стабильностью упругих последействий при холодном прессовании и объемных изменений при спекании, износом пресс-форм, ростом линейных размеров полуфабрикатов и изделий при хранении.
Точность размеров холоднопрессованных брикетов при уплотнении «по давлению» соответствует для высотных размеров 12–14 квалитетам, для диаметральных — 6–8 квалитетам; при уплотнении с ограничителем для высотных размеров — 12 квалитету, для диаметральных 8–11 квалитетам.
Спекание приводит к снижению точности изделия на 1–2 квалитета. Для повышения точности пористых конструкционных изделий применяют калибрование заготовки путем обжатия в калибровочных пресс-формах при припуске 0,5–1,0 %. Усилие калибрования составляет 10–25 % усилия холодного прессования. Упругое расширение после калибрования достигает 0,1 %.
Точность линейных размеров изделий после горячей штамповки в основном определяется точностью пресс-инструмента.
Глава 3. ПРИМЕРЫ ИЗВЛЕЧЕНИЯ ЖЕЛЕЗА ИЗ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
3.1 Извлечение железа из использованных автомобильных шин
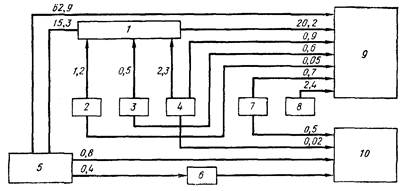
Схема потребления первичных н вторичных железосодержащих материалов при производстве железа и стали в США в 1976 г. (в миллионах американских тонн железа, 1 т = 907,2 кг)
1 — установка для агломерации железной руды; 2 — колошниковая пыль (доменных печей); 3 — шлак (сталеплавильных печей); 4 — окалина (прокатных станов); 5 — первичная руда, 6 — установка прямого восстановления; 7 — шлаковый скрап (сталеплавильных печей); 8 — другой скрап (сталеплавильных печей и прокатных станов); 9 — Доменные печи; 10 — сталеплавильные печи
3.2 Железный порошок из отходов механической обработки
Как с точки зрения экономической, так и экологической существует потребность в разработке процесса прямого превращения отходов механической обработки, таких как мелкая стружка, в порошок, который может быть использован в порошковой металлургии железа. По оценке одна только фирма «Форд Мотор Ко» производит на разных заводах 105 000 т стружки низколегированной стали, которая поступает в продажу на рынок в качестве скрапа, используемого для загрузки в печь лри некоторых процессах плавления. Однако применимость такого сырья ограничивается высоким соотношением его объема к массе и присутствием остатков машинного масла.
Различные компоненты сплавов, присутствующие в стружке, представляют собой источник ценных элементов, конечно в том случае, если имеются экономичные методы их извлечения. В процессе плавления большинство компонентов сплавов окисляется и теряется со шлаком. Непосредственное превращение опилок в порошок без промежуточной плавки является более чистым процессом, не загрязняющим окружающую среду и позволяющим достигать 100 % выделения ценных компонентов. Этот процесс является также более экономичным, поскольку при существующих рыночных ценах производство порошка из опилок приводит к получению значительной прибыли. Однако предпринимавшиеся до сих пор попытки применения железного порошка, произведенного из опилок, в стандартных процессах порошковой металлургии не увенчались успехом.
Для решения указанной проблемы предназначен процесс, который заключается в воздействии удара на металлургическую стружку при температурах ниже температуры перехода от пластичного к хрупкому состоянию, в результате чего происходит образование металлического порошка. Металлическую стружку подвергают воздействию удара на двух стадиях (например с использованием шаровой мельницы).
Обычно в качестве сырья используют стружку с отношением площади поверхности к объему не менее 60 : 1. В качестве сырья может быть также использован и мелкий скрап—частицы шириной 0,25—2,5 см, толщиной 0,15—0,8 мм и длиной 2,5—250 см. Стружку, имеющую высокое отношение поверхности к объему, как правило, в электрической печи не плавят ввиду низкой эффективности этого процесса.
Можно также перерабатывать скрап с большим размером частиц, хотя при толщине металла более 0,8 мм возникают существенные трудности при измельчении, приводящие к повышению капиталовложений в процесс. Используемые частицы скрапа должны иметь приблизительно одинаковый химический состав; лучше всего использовать скрап, получаемый в результате обработки одной и той же партии металла.
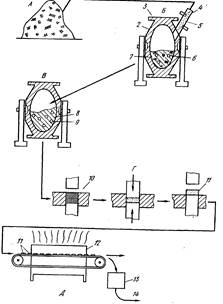
Частицы сырья 1 по линии 4 подают в шаровую мельницу 3 или в другое устройство для измельчения. При подаче сырья добавляется замораживающий агент 5, например жидкий азот, который разбрызгивается непосредственно на частицы металла. В результате контакта с жидким азотом металлические частицы мгновенно замерзают. Подача жидкого азота на сырье осуществляется равномерно на всем его пути до места измельчения.
При вращении корпуса мельницы 2 железные шары разбивают замороженные частицы металла 7 и измельчают их в порошок. Этот процесс достаточно длительный. Получаемый порошок 8 обычно состоит из мелкой и более грубой фракций. Частицы в обеих фракциях имеют конфигурацию зерен или пластинок.