Технология литейного производстваРефераты >> Металлургия >> Технология литейного производства
1.8. Обоснование применяемой оснастки
Основную массу фасонных отливок из различных литейных сплавов изготовляют в разовых песчаных формах. Для получения таких форм используют специальную модельно–опочную оснастку, необходимую для получения частей формы, стержней и их сборки. Комплект модельно–опочной оснастки включает: модели и модельные плиты для изготовления по ним частей формы, стержневые ящики для изготовления стержней, вентиляционные плиты для образования вентиляционных каналов в стержнях, плоские и фигурные (драйеры) сушильные плиты для сушки стержней, опоки, приспособления для контроля формы в процессе сборки, а также холодильники, штыри для соединения опок и другой инструмент.
Моделями называют приспособления, предназначенные для получения в литейных формах полостей, конфигурация которых соответствует изготовляемым отливкам.
Для машинной формовки модели монтируют на специальных плитах, которые называют модельными плитами. Для серийного производства данной отливки используем одностороннюю наборную плиту (модель, расположенную только на одной верхней стороне, крепят к плите болтами по ГОСТ 20342-74).
В условиях серийного производства отливок используются металлические модели и плиты. Они имеют следующие преимущества: долговечность, большую точность и более гладкую рабочую поверхность. Их используют при машинной формовке, которая предъявляет определенные требования к конструкции и качеству модельной оснастки. Материалом для модели данной отливки, а также для плиты служит сталь марки Ст 15Л (высокая прочность и износостойкость).
Конструкция модельной плиты (0280-1391/002 ГОСТ 20109-74) зависит главным образом от типа машины, на которой будет изготовляться полуформа, конструкции отливки, получаемой по данному модельному комплекту. Модельная плита по периметру имеет вентиляционные отверстия (венты), необходимые для удаления воздуха при импульсной формовке. Количество вент определяется соотношением  , диаметр венты 5¸6мм.
, диаметр венты 5¸6мм.
Для фиксирования опоки на плите они имеют 2 штыря: центрирующий (0290-2506 ГОСТ 20122-74), который предохраняет опоку от смещений в горизонтальном направлении, и направляющий (0290-2556 ГОСТ 20123-74), предохраняющий опоку от смещений относительно поперечной оси плиты.
Конструкция стержневого ящика зависит от формы и размеров стержня и способа его изготовления. По конструкции стержневые ящики подразделяют на неразъемные (вытряхные) и разъемные.
Выбор направления заполнения ящика смесью зависит, прежде всего, от метода изготовления стержня, а также от установки каркасов и холодильников.
В серийном производстве применяют металлические стержневые ящики. Их делают чаще разъемными с горизонтальным и вертикальным разъемом.
Для изготовления стержней данной отливки применяем пескодувный способ. Для пескодувных машин применяют разъемные стержневые ящики. При заполнении смесью они испытывают избыточное давление воздуха, абразивное действие песчано-воздушной струи, а также усилие поджима ящика к надувному соплу машины, поэтому они должны обладать повышенной жесткостью, прочностью, быть герметичными по плоскости разъема и наддува.
Для производства данной отливки в условиях серийного производства и импульсной формовки применим опоки для автоматических линий. Такие опоки имеют усиленные стенки без вентиляционных отверстий. Особенностью опок для формовки на автоматических линиях является их не взаимозаменяемость, т.е. опоки для низа и верха разные. Опока для низа не имеют втулок для скрепляющих штырей. Вместо втулок опока низа имеет коническое отверстие, в котором закрепляется штырь.
Опока верха имеет центрирующую (0290-1053 ГОСТ 15019-69) и направляющую (0290-1253 ГОСТ 15019-69) втулки.
Для сушки стержней применяем сушильные плиты с ровной опорной поверхностью. Основное требование к ним максимальная жесткость конструкции при минимальной массе. Для выхода газа из стержней в плитах предусмотрена система отверстий.
Для выполнения в стержне вентиляционных каналов применяют вентиляционные плиты. Вентиляционные каналы в стержне всегда должны быть расположены вполне определенно, особенно, если они являются частью общей вентиляционной системы.
Шаблоны предназначены для контроля размеров стержней и форм, предварительной сборки нескольких стержней в один общий узел, проверки установки стержней в форме и так далее.
1.9. Расчет размеров опок, массы груза
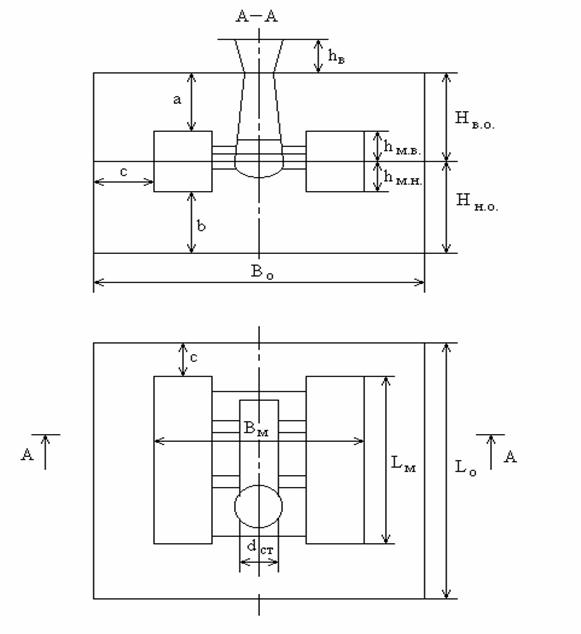
Рис.3. Расстояние между отливкой и отдельными элементами формы
Длина опоки:
Lо = Lм + 2*c + dст , (35)
где Lм – длина модели, Lм = 836мм;
с – расстояние между моделью и стенкой опоки, с = 50мм [10, с.44, табл.5.2];
dст – диаметр стояка, мм.
 (36)
(36)
Lo = 836 + 2*50 + 53 = 989мм
По ГОСТ 2133-75 длина опоки Lo = 1000мм [9, с.4-5, табл.3].
Ширина опоки:
Bo = Bм + 2*c, (37)
где Bм – ширина модели, Bм = 752мм;
с – расстояние между моделью и стенкой опоки, с = 50мм [10, с.44, табл.5.2];
Bo = 752 + 2*50 = 852мм.
По ГОСТ 2133-75 при длине опоки Lo = 1000мм Bo = 800мм [9, с.4-5, табл.3].
Высота нижней опоки:
Hн.о. = hм.н. + b , (38)
где hм.н. – высота модели низа, hм.н.= 190мм;
b – расстояние между низом модели и низом формы, b = 70мм [10, с.44, табл.5.2].
Hн.о. = 190 + 70 = 260мм.
По ГОСТ 2133-75 высота нижней опоки Нн.о. = 250мм [9, с.6, табл.4].
Высота верхней опоки:
Hв.о. = hм.в. + a, (39)
где hм.в. – высота модели верха, hм.в.= 262мм;
b – расстояние между верхом модели и верхом формы, b = 70мм [10, с.44, табл.5.2].
Hв.о. = 262 + 70 = 332мм.
По ГОСТ 2133-75 высота верхней опоки Hв.о. = 300мм [9, с.6, табл.4].
Подъемная сила, действующая на верхнюю полуформу:
Pф = (SFi*Hi)*gм + Pст. (40)
где Рст – подъемная сила, действующая на стержень, Рст = 208303.576г.
Fi – горизонтальная проекция поверхности элемента литейной формы, находящегося под давлением столба металла высотой Нi;
Нi – высота столба металла, измеряемая от поверхности Fi, до уровня металла в литниковой воронке;
gм – удельный вес жидкого металла, для стали gм = 7г/см3.
SFi*Hi = {[252*3.14/4 + 162*3.14/4 + 20.5*33 – 11.52*3.14/2 – 102*3.14/2 – 7.52*3.14/2]*25.3 + [(7.52 – 6.52)*3.14]*20.3/2 + [3.14*2.25*32.18 + 3.14*2.25*29.04]*9.8 + 22*.08*27 + [18.2*1.9 + 6.2*1.9]*20.3 + [5*5.5 + 5*5.5 + 3*5.5]*20.3 +[11.5*5.5 + 10*5.5 + 2*3.14*1.52]*34.8}*2 = 46306.084.
Тогда подъемная сила, действующая на верхнюю полуформу равна:
Pф = 46306.084*7 + 208303.576= 532446.164 г.
Масса груза:
Pгр = Pф*K – Qв.п.ф. , (41)
где K – коэффициент запаса, учитывающий явление гидравлического удара при контакте металла с потоком формы, K=1.3 – 1.5, принимаем K=1.4;