Ковка металловРефераты >> Металлургия >> Ковка металлов
Это нагревательное устройство состоит из камеры нагрева и топочной камеры, облицованных изнутри кирпичом. Воздух подается в камеру нагрева по патрубку, через коническое сопло с двумя отверстиями. Горн работает на жидком топливе - мазуте, которое подается сверху через воронку. Мазут стекает по соплу к отверстию, струей воздуха подхватывается, распыляется и сгорает. Поджигают жидкий мазут в смеси с воздухом через специальное окно, введя в него запал (горящий факел). Увеличивая подачу воздуха и топлива добиваются нужного режима горения.
Кузнечные меха.
 Меха изображены на рис. 50.
Меха изображены на рис. 50.
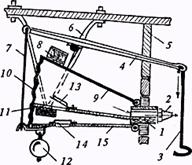
Рис. 50. Меха: 1 - голова; 2 - сопло; 3 - рукоятка; 4 - коромысло; 5 - стенка горна; 6 - стойка; 7 - тяга; 8, 12- грузы; 9, 11, 15 - доски; 10 - кожаная гармошка; 13, 14 - клапаны Голова - основная часть мехов. К ней прикреплены три клиновидные доски: верхняя и нижняя шарнирно, а средняя - жестко. Нижняя и средняя доски имеют клапаны для забора воздуха, это куски кожи, прибитые одной стороной к доскам, перекрывающие круглое отверстие в нижней и средней доске. Сверху над кожей прибит ремешок, ограничивающий подъем клапана. Кожаная гармошка соединяет верхнюю и нижнюю подвижные доски со средней неподвижной. Гармошка состоит как правило из трех отделенных складок, каждая из которых соединяется с внутренним деревянным каркасом, по форме совпадающим с периметром досок. Кожа прибивается к каркасу через тонкие ремешки, чтобы гвоздь не прорвал кожу.
Голова жестко крепится к стене горна, при этом сопло плотно входит в фурму. С помощью цапф осуществляется второе жесткое крепление мехов. Работает мехами либо сам кузнец или его помощник. Клинчатые меха дают спокойное дутье и заготовки нагреваются равномерно. Если надо увеличить подачу воздуха на верхнюю доску, кладут груз, а к нижней подвешивают груз. Размеры горна и проводимые работы диктуют габариты мехов. Они могут быть метровые, полутораметровые и двухметровые. Известно, что на изготовление одного меха шло от одной до трех воловьих шкур. И все было бы замечательно, если бы эти меха не были бы так громоздки, не так быстро изнашивались из-за перегрева. К тому же довольно низкая производительность и трудоемкость процесса качания сделали кузнечные меха экспонатами этнографических музеев.
На вооружение кузнецам взамен мехов приходят механические вентиляторы с ручным или ножным приводом.
В современных кузницах применяют мощные вентиляторы, турбины с электроприводом. Недостатки этих устройств - это повышенная вибрация, шум.
Топливо для горнов.
Топливо для нагрева заготовок используют в нескольких видах: твердое - дрова, древесный уголь, кокс и уголь, жидкое - нефть и его производные (керосин, уайт-спирт, бензин), газообразное - природный газ.
Термическая обработка стали и цветных металлов.
Отжиг - нагревание стального изделия до температуры 700-900°С (в зависимости от марки стали) и охлаждение вместе с печью. Отжиг применяют при изготовлении из одного законченного изделия другое или в случае неудачной закалки.
Если закаливать неотожженное изделие, в нем могут возникнуть трещины, структура металла станет неоднородной, качество изделия резко ухудшается.
Мелкие детали отжигают, нагревая на массивных стальных плитах или углях, которые предварительно раскаляют. После детали медленно остывают вместе с нагревателем. Иногда изделие нагревают ацетиленовой горелкой, которую постепенно отводят от изделия, делая процесс охлаждения медленным. Этот метод хорош для отжига небольших стальных изделий.
Нормализация - нагрев стали до температуры 900°С с последующим охлаждением в нормальных условиях (на воздухе) для улучшения внутренней микроструктуры стали и повышения механических свойств и для подготовки ее к последующей термической обработке.
Закалка - придание стальному изделию высокой прочности и твердости. Но от закалки сталь становится более хрупкой. Этот недостаток устраняется в процессе отпуска стали. При закалке металл нагревают до высокой температуры, а затем быстро охлаждают в специальных охлаждающих средах (воде, масле и т.п.). Из одной и той же заготовки можно получить различные структуры и свойства, в зависимости от режима закалки изделия. Для достижения наилучших результатов стальные изделия постепенно нагревают до температуры 750-850°С. Затем разогретое изделие быстро охлаждают до температуры примерно 400°С. Охлаждение должно происходить не меньше чем на 150°С в секунду, то есть охлаждение должно произойти всего в 2-3 секунды. Скорость дальнейшего охлаждения до нормальной температуры может быть любой, так как структура, полученная при закалке, достаточно устойчива и скорость дальнейшего охлаждения на нее не оказывает влияния. Охлаждающей средой чаще всего бывает вода или трансформаторное масло. В воде металл остывает с большей скоростью, чем в масле: температура воды 18°С - за секунду металл остывает на 600°С, а в масле всего на 150°С. Для повышения закаливающей способности в воду иногда добавляют до 10% поваренной соли или 10-12% серной кислоты, например при закалке плашек или метчиков. Более высокий нагрев и чрезмерно быстрое охлаждение водой приводит к нежелательным результатам - деформации стали и появлению в ней излишнего качества - напряжений. Для закалки инструментов из углеродистой стали применяют закалочные печи с температурой нагрева до 900°С, а для инструментов из легированных и быстрорежущих сталей - до 1325°С. Печи для закалки изделий бывают: камерные или пламенные, в которых изделие нагревают открытым пламенем; муфельные - нагревающие за счет сопротивления электрических обмоток; печи-ванны - представляющие собой тигли, наполненные расплавами солей, к примеру хлористым барием. В ваннах закалочное нагревание производить удобнее, т.к. температура содержащегося в ней расплава всегда постоянна и закаливаемое изделие не может нагреться выше этой температуры. К тому же известно, что нагрев в жидкостной среде происходит быстрее, чем в воздушной.
Таблица 5 Таблица состава закалочных ванн
|
Солевой состав |
Весовой процент |
Температура, град. С (применяемые) |
|
Калиевая селитра |
55 |
150-500 |
|
Нитрит натрия |
45 |
150-500 |
|
Хлористый натрий |
28 |
540-870 |
|
Хлористый кальций |
72 |
540-870 |
|
Хлористый натрий |
44 |
700-870 |
|
Хлористый калий |
56 |
700-870 |
|
Хлористый натрий |
100 |
850-1100 |
|
Хлористый барий |
100 |
1100-1350 |