Управление материальными ресурсами и запасами. Диспетчеризация на производстве
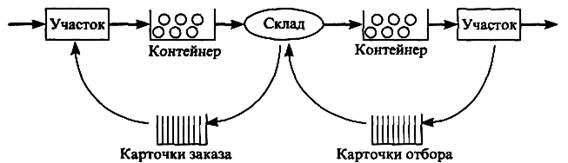
Рис. 8. Схема работы системы "Канбан"
Параметры системы: размер партии; время заказа партии; количество карточек; объем запаса на складе; вместимость контейнера.
Последовательность действий участников системы "Канбан", условия и требования, которые при этом необходимо соблюдать, можно сформулировать как правила "Канбан ":
1. Последующий участок "вытягивает" изделия.
2. Предшествующий участок выпускает изделий ровно столько, сколько ранее "вытянутых".
3. Бракованная продукция не поступает на последующий участок.
4. Количество карточек "Канбан" должно быть минимальным.
5. Объем запаса изделий на складе должен быть минимальным.
6. Колебания спроса компенсируются изменением интенсивности потока карточек "Канбан".
7. Производственные мощности участков должны быть сбалансированы.
8. Дисциплина поставок не допускает нарушений.
В настоящее время разработаны различные модифицированные версии системы "Канбан". Их можно объединить в следующие типы системы "Канбан":
• поставка равными партиями при варьировании времени между поставками;
• поставка через равные промежутки времени при варьировании объема партии;
• варьирование объема партии и времени поставки в заданных пределах;
• варьирование типов заготовок в партии при многономенклатурном производстве.
II. Диспетчирование
и оперативное распорядительство
Диспетчирование — это система централизованного оперативного контроля и регулирования текущего хода работы по выполнению производственных заданий согласно заранее разработанным календарным графикам. Главная цель такой системы — предупредить, обнаружить и ликвидировать производственные неполадки и отклонения от графика, а также направить движение производственного процесса в рамки установленного организационно-технологического режима, обеспечивая условия для выполнения производственных заданий.
Диспетчирование представляет собой заключительный этап оперативного управления производством. В соответствии с главной целью Диспетчирование охватывает следующие виды работ:
• непрерывный учет и сбор информации о ходе выполнения разработанных и принятых к исполнению календарных графиков производства;
• выявление отклонений от установленных плановых заданий и анализ их причин;
• принятие оперативных мер по устранению и дальнейшему предупреждению отклонений от графика;
• координация текущих работ взаимосвязанных производственных подразделений для обеспечения ровного ритма производства в соответствии с календарным графиком.
Диспетчирование осуществляется с помощью специальных технических средств связи и сигнализации. В работе диспетчерских служб широко применяются различные приборы и аппараты как проводных, так и беспроводных средств связи, телевизионные установки, световые табло, блоки автоматического счета и учета выпуска изделий, аппаратура магнитной записи, звукоусилительные станции и др.
На основании данных оперативного учета и контроля хода производства осуществляется оперативное управление всей производственно-хозяйственной деятельностью предприятия. К контуру оперативного управления предприятием относятся задачи, непосредственно связанные с реализацией производственных планов предприятия. Среди этих задач можно выделить как актуальные для всех видов организаций (снабжение, складской учет), так и характерные только для торговых организаций (операции с консигнационным товаром, розничная торговля).
Вся информация, получаемая, например, от производственных подразделений предприятия (цехов, участков, отделов), делится на группы:
• первая — информация, направленная на ликвидацию сбоев на участках производства, которые задерживают или срывают суточный (сменный) план выпуска продукции;
• вторая — информация, используемая для ликвидации неполадок, которые нарушают запланированный ход производства, однако не срывают суточного плана выпуска продукции;
• третья — систематическая информация о ходе производства, используемая для контроля за процессом производства.
Диспетчирование сводится к непрерывному контролю за ходом выполнения плана производства и к текущему распорядительству, направленным на выполнение плановых заданий (табл. 2).
Таблица 2
Методы диспетчерского контроля в зависимости от типа производства
| Вид контроля | Массовое производство с преимущественно поточными участками | Крупносерийное (ритмичное) производство | Серийное непериодическое производство | Мелкосерийное и единичное производство | ||||||||
| при непрерывном выпуске | при серийном выпуске | |||||||||||
|
По заводу | ||||||||||||
|
Контроль выполнения номенклатурного плана предприятия |
Контроль выпуска изделий из сборки и после испытаний |
Контроль выполнения заказов в соответствии с календарным графиком | ||||||||||
|
посменно и по часам суток в соответствии с установленным ритмом |
в соответствии с календарным графиком | |||||||||||
|
Контроль межцеховых передач узлов, деталей, полуфабрикатов, заготовок и состояния заделов в производстве |
Контроль в сопоставлении | |||||||||||
|
со стандартными сроками подач |
с месячным календарным графиком подач | |||||||||||
|
на небольших и средних заводах подетально по всей номенклатуре, на крупных — по важнейшим и отстающим позициям |
по готовым деталям — в комплектах по узлам; по заготовкам — в комплектах по группам опережения |
по ведущим деталям с длительным циклом — подетально; по остальным — в комплектах по группам опережений | ||||||||||
|
Вид контроля |
Массовое производство с преимущественно поточными участками |
Крупносерийное (ритмичное) производство |
Серийное непериодическое производство |
Мелкосерийное и единичное производство | ||||||||
|
при непрерывном выпуске |
при серийном выпуске | |||||||||||
|
Контроль оперативной подготовки производства |
Наблюдение за наличием заделов перед сборкой и на складах подающих цехов, подетально |
Наблюдение за наличием заделов деталей, заготовок и полуфабрикатов на межцеховых складах | ||||||||||
|
подетально |
в комплектах: детали по узлам; заготовки — по группам опережений | |||||||||||
|
Вмешательство и помощь при задержках и срывах по сигналам цеховых диспетчеров. Контроль за подготовкой по особо важным позициям (изготовление инструментария, приспособлений, аварийный ремонт оборудования и т. п.) | ||||||||||||
|
Наблюдение за работой отстающих участков |
Почасовой контроль изготовления отстающих деталей |
Ежедневный контроль за работой отстающих участков |
Поэтапный (по операционный) контроль изготовления важнейших деталей с длительным циклом | |||||||||
|
Контроль состояния заделов, выполнения норм, наличия простоев, брака и неполадок |
Контроль состояния незавершенного производства, выполнения норм, наличия простоев, брака и неполадок | |||||||||||
|
Опережающий контроль (профилактический) готовности деталей за 2-3 дня до наступления срока их подачи согласно | ||||||||||||
|
стандартному расписанию подач (выполняется с помощью инженеров-кураторов) |
месячному календарному графику подачи |
календарному графику подачи узлов и групп деталей | ||||||||||
|
По цеху | ||||||||||||
|
Контроль выполнения номенклатурного плана |
Контроль выпуска изделий со сборочных стендов и конвейеров посменно и по часам; выпуска деталей — посменно, отстающих деталей — по часам |
Контроль выпуска изделий и узлов в соответствии с календарным планом сборки; выпуска деталей или их комплектов в соответствии со сменным заданием |
Контроль выполнения заказов; выпуска деталей на заказ в соответствии с графиком | |||||||||
|
Контроль подачи в цех заготовок полуфабрикатов, материалов, деталей |
Контроль подачи в соответствии со стандартными сроками — посменно, а по ведущим деталям — почасово по всей получаемой цехом номенклатуре. Контроль обеспеченности сборки готовыми деталями и узлами — подетально |
Контроль подачи деталей по календарному графику. Контроль обеспеченности сборки в комплектах |
Контроль подачи деталей по календарному графику. Контроль обеспеченности сборки по каждому заказу отдельно | |||||||||
|
Контроль оперативной подготовки производства и обеспечения рабочих мест |
Периодический контроль по организации питания рабочих мест, вмешательство и помощь при задержках и срывах по сигналам мастеров и кураторов производственно-диспетчерского бюро | |||||||||||
|
Вид контроля |
Массовое производство с преимущественно поточными участками |
Крупносерийное (ритмичное) производство |
Серийное непериодическое производство |
Мелкосерийное и единичное производство | ||||||||
|
при непрерывном выпуске |
при серийном выпуске | |||||||||||
|
Наблюдение за работой на линиях и участках |
Контроль запуска на первые операции |
Контроль запуска на первые операции по объему и срокам |
Контроль запуска заказа по участкам | |||||||||
|
Контроль состояния заделов, наличия простоев, брака, невыполнения норм и неполадок |
Контроль состояния незавершенного производства, наличия простоев, брака, невыполнения норм и неполадок | |||||||||||
|
Профилактический контроль выпуска деталей и их готовности за 2-3 дня до срока подачи | ||||||||||||
|
Выявление отстающих операций и их контроль |
Выявление отстающих деталей и послеоперационный контроль их изготовления | |||||||||||