Полупроводниковые пластины. Методы их полученияРефераты >> Технология >> Полупроводниковые пластины. Методы их получения
При вакуумном термическом испареении металл нагревают электрическим током или бомбардируют его электроннонным лучом. Перенос потока испаряемых частиц в пространстве источник - подложка зависит от степени вакуума и определяется длиной свободного пробега молекул. При соударении атомов испаряемого вещества с поверхностью подложки происходит конденсация - процесс перехода вещества из газообразной в твердую или жидкую.
Качество напыленных пленок зависит от степени очистки, температуры подложки, а также от скорости испарения, вакуума, геометрии системы и др.
Катодное распыление целесообразно применять для получения пленок тугоплавких металлов (с высокой температурой испарения) -титана, вольфрама, молибдена. Для этого в вакуумную камеру напускают при небольшом давлении ( 1,0 Па ) газ и, подавая постоянное или переменное напряжение 3-5 кВ, между элек тродами зажигают тлеющий разряд. Образовавшиеся при этом положительные ионы газа ускоряются по направлению к катоду, выполненному из распыляемого материала, и бомбардируют его. Атомы распыляемого катода осаждаются на полупроводниковую подложку и образуют сплошную металлическую пленку.
Фотолитографией по металлической пленке формируют требуемую конфигурацию проводников межсоединений и контактные площадки для присоединения схемы к внешним выводам корпуса .
После окончания групповой обработки пластины со сформированными структурами поступают на сборку приборов (индивидуальная обработка).
Сборка.
В процессе сборки разделяют пластины на отдельные кристаллы, монтируют кристалл в корпус, присоединяют электрические выводы к контактным площадкам кристалла и выводам корпуса и герметизируют корпус.
Чтобы гарантировать надежную работу изготовленных приборов, их подвергают испытаниям, которые проводят согласно техни ческим условиям на каждый тип прибора. Испытания включают комплекс операций: измерение электрических параметров и классификацию приборов, определение механической и климатической стойкости приборов, проверку их герметичности и определение гарантийного срока службы.
Кроме того, в процессе изготовления приборов постоянно проводится межоперационный контроль, позволяющий следить за ста бильностью технологического процесса. При необходимости коррек тируют режимы обработки (температуру, концентрацию, время). По данным межоперационного контроля партия пластин может оказаться забракованной и снятой с дальнейшей обработки.
Даже при нормальном протекании процесса часть кристаллов групповой пластины оказывается дефектной (из-за проколов в за щитных масках, локальных загрязнениях и пр.). Эти кристаллы обнаруживаются лишь на завершающем этапе групповой обработки - после получения межсоединений и периферийных контактов, когда осуществляется контроль прибора на правильность функционирования. В дальнейшем эти кристаллы отбраковываются и не поступают на сборочные линии. § 3. Общие сведения об изготовлении подложек
Для получения качественных приборов и иатегральнх схем необходимы однородные пластины с поверхностью, свободной от дефектов и загрязнений. Приповерхностные слои пластин не должны иметь нарушений кристаллической структуры. Оченьа жесткие требования предъявляют к геометрическим характеристикам пластин, особенно к их плоскостности. Плоскосткость поверхности имеет определяющее значение при формировании структур приборов методами оптической литографии. Важны и такие геометрические параметры пластина как прогиб, непараллельность сторон и допуск по толщине.
Для обеспечия требуемых параметров разработаны различные технологические варианты изготовления пластин. В зависимости от характеристик обрабатываемого материала варианты изготовлениян имеют свои особенности, но, как правило, состоят ят из одних и тех же базовых операций, применяемых в различных сочетананиях. К базовым операциям относят предварительную подготовку разделение его на пластины, шлифование пластины, свободным или связанным абразивом, формирование фасок, химческое травление пластин, их полирование и очистку.
Предварительная подготовка слитка заключается в калибровке его наружного диаметра до заданного размера, стравливании нарушенного слоя, изготовлении базовых и дополнительных срезов, подготовке торцовых поверхностей с заданной кристаллографической ориентацией. Затем разделяют слиток на пластины определнной толщины. Целью последующего шлифования явля ется выравнивание поверхности отрезанных пластин, уменьшение разброса их толщин, формирование однородной поверхности. Фаски с острых кромок пластин снимают для того, чтобы удалить сколы, образующиеся при резке и шлифовании. Кроме того, острые кромки пластин являются концентраторами напряжений и потенциальными источниками структурных дефектов, которые могут возникнуть при перекладывании пластин и прежде всего при термических обработках (окислении, диффузии, эпитаксии).
Химическим травлением удаляют нарушенные приповерхностные слои, после чего полируют обе стороны пластин или ту сторону, которая предназначена для изготовления структур приборов. После полирования пластины очищают от загрязнений, контролируют и упаковывают.
При изготовлении приборов способами наиболее распространенной планарной технологии и ее разновидностей используют только одну, так называемую рабочую сторону пластины. Учитывая значительную трудоемкость и высокую стоимость операций по подготовке высококачественных пластин с бездефектной поверхностью, некоторые варианты изготовления пластин предусматривают несимметричную, т. е. неодинаковую, обработку их сторон. На нерабочей стороне пластины оставляют структурнодеформированный слой толщиной 5-10 мкм, который обладает свойствами геттера, т. е. способностью поглощать пары и газы из корпуса полупроводникового прибора после его герметизации за счет очень развитой поверхности.
Дислокационная структура слоя, обращенная к рабочей по верхности пластины, обладает способностью притягивать и удерживать структурные дефекты из объема полупроводникового кристалла, что значительно повышает надежность и улучшает электро-физические параметры приборов. Однако несимметричная обработка сторон пластин создает опасность их изгиба. Поэтому глубину нарушений на нерабочей стороне следует строго контролировать.
Использование в полупроводниковом производстве пластин стандартизованных размеров позволяет унифицировать оборудование и оснастку на всех операциях, начиная от их механической обработки и заканчивая контролем параметров готовых структур. В отечественной и зарубежной промышленности нашли применение пластины диаметром 40, 60, 76, 100, 125, 150 и 200 мм. Для получения пластины заданного диаметра осуществляют калибровку выращенного проводникового монокристаллического слитка.
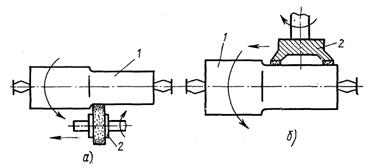
Рис. 5 Калибровка слитка круглым шлифованием: а,б - переферией и торцом круга,1 - ситок, 2 -шлифовальный круг § 4. Калибровка слитков
Как правило, калибровку производят способом наружного круглого шлифования алмазными кругами на металлической связке (рис. 5). При этом используют как универсальные круглошлифовальные станки (рис. 5, а), так и специализированные станки (рис. 5, б), позволяющие производить калибровку с малыми радиальными силами резания. Если при калибровке кремниевого слитка на универсальном круглошлифовальном станке глубина нарушенного слоя достигает 150-250 мкм, то применение специализированных станков обеспечивает снижение глубины нарушенного слоя до 50-80 мкм. Калибровку чаще всего проводят в несколько проходов. Сначала за первые черновые проходы снимают основной припуск алмазными кругами зернистостью 160-250 мкм, затем осуществляют чистовую обработку алмазными кругами зернистостью 40-63 мкм.