Полупроводниковые пластины. Методы их полученияРефераты >> Технология >> Полупроводниковые пластины. Методы их получения
В производстве чаще всего используют способ формирования фасок профильным алмазным кругом. Схема обработки пластины 1 алмазным кругом 2 показана на рис 10. Этим способом могут быть изготовлены фаски разнообразной формы (рис. 11, а-в). На практике чаще всего формируют фаски, форма которых показана на рис. 11, а. В процессе обработки пластина закрепляется на вакуумном столике станка и вращается вокруг своей оси. Частота вращения пластины 10-20 об/мин, алмазного круга 4000-10000 об/мин. Алмазный круг прижимается к пластине с усилием 0,4-0,7 Н. Ось вращения круга перемещается относительно оси вращения вакуумного столика так, чтобы обработке
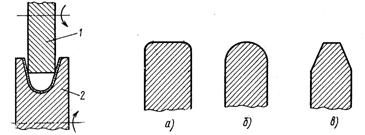
Рис. 10. Схема Рис. 11
формирования фаски про- Варианты исполнения фаски:
фильным алмазным кругом: а - с закругленнными кромками;
1-полупроводниковая пластина б - закругленной переферией
2 - алмазный круг. в - со скошенными кромками.
никовые соединения шлифуют при давлении в 1,5-2,5 раза меньшем, чем кремний. В процессе шлифования пластины периодическиподвергают визуальному осмотру и контролю по толщине.
Наряду с двусторонним шлифованием широкое распрестранение получило одностороннее шлифование пластин, схема которого приведена на рис. 12. Пластины 2 помещают , в сепаратор 3 и прижимают грузом 4 к шлифовальнику 1.
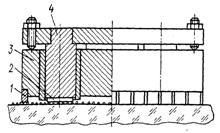
Рис. 12 Схема одностороннего
шлифования связанным абразивом:
1 - шлифовальщик, 2- пластина, 3 -сепататор,
4 - груз
На шлнфовальник подают абразивную суспензию. Обработка, происходит так же, как и при двустороннем шлифовании. Таким способом возможно шлифовать пластины разной толщины. Однако между пластиной и грузом может попадать инородное включение (абразив, частицы полупроводникового материала, металлическая стружка и т. п.), ухудшающее точность обработки. Поэтому - чаще пластины при одностороннем шлифовании крепят к шлифовальной головке.
При шлифовании используют три способа крепления пластин: приклеиванием, оптическим контактом и вакуумной фиксацией. Основными требованиями крепления пластин являются строгая параллельность базовой поверхности пластин поверхности шлифовальной головки, а также надежность крепления.
§ 7. Шлифование пластин свободным и связанным абразивом
Основным назначением шлифования полупроводниковых пластин является исправление погрешностей их геометрической формы после резки Несмотря нате что глубина нарушенного слоя после шлифования примерно такая же, как и после резки,следует указать на большую равномерность глубины нарушений, вносимых шлифованием.
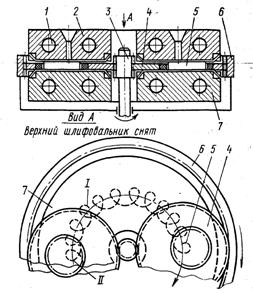
Рис. 13. Схема двустороннего шлифования
свободным абразивом:
1 - система охлождения, 2,7 - шлифовальники,
3,6 - внутренняя и наружная шестерни,
4 - сепараторы , 5 - пластины
По характеру воздействия абразива на полупроводниковые пластины различают шлифование свободным и связанным абразивом. В зависимости от зернистости используемого абразива, режимов обработки и качества полученной поверхности различают предварительное (черновое) и окончательное (чистовое) шлифование.
Шлифование свободным абразивом обладает рядом преимуществ, которые обусловили широкое промышленное использование при изготовлении полупроводниковых пластин Обработанике пластины не имеют на поверхности заметных следов направленного движения абразива, их стороны отличаются матовым однородным блеском. Возможность самоустанавливания шлифовальника и обрабатываемых пластин обеспечивает улучшение геометрии как самих пластин, так и шлифовальника. При свободной укладке пластин (без жесткого крепления) отсутствуют напряжения в пластинах, снижается влияние погрешностей изготовления и вибраций станка на точность обработки.
Схема двустороннего шлифования пластин свободным абразивом показана на рис. 13.Пластины 5 помещают в сепараторы 4, выполненные в виде пластин с наружным зубчатым венцом. Зубья сепараторов входят в зацепление с зубчатыми шестернями 3 и 6. Внутренняя шестерня 3 имеет наружный зубчатый венец, а внешняя шестерня 6-внутренний. Шестерни 3 и 6 приводятся во вращение и через зубчатые зацепления вращают сепараторы. Одновременно сепараторы перемещаются вокруг оси шлифовальников 2, 7. Центры отверстий в сепараторах не совпадают с центрами самих сепараторов, поэтому при их вращении пластины совершают дополнительное движение вокруг центров сепараторов, способствующее более равномерной обработке пластин и равномерному износу шлифовальников. Нижний шлифовальник 7 неподвижно закреплен на станине станка, а верхний шлифовальник 2 свободно устанавливается на обрабатываемых пластинах.
Рабочее давление на пластины создается гидравлическими устройствами и передается верхним шлифовальником. Рабочее давление плавно регулируется, что позволяет осуществлять
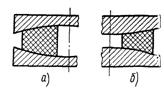
Рис. 14. Форма износа шлифовальника в виде вогнутости (а) или выпуклс- сти (б) и ее влияние на формообразование пластин
непрерывный переход от чернового шлифования к чистовому. Частота вращения шестерен также плавно регулируется, исключая толчки и удары в моменты запуска и остановки станка, что важно при обработке полупроводников. Шлифовальники снабжены системами охлаждения и контроля температуры, поддерживающими стабильные условия обработки. Постоянство температуры в зоне шлифования исключает нежелательные термические деформации шлифовальников, которые могут снизить точность обработки, и поддерживает одинаковую вязкость абразивной суспензии во времени, что важно для поддержания постоянной скорости обработки.
§ 8. Способы доводки полупроводниковых пластин полированием
Полирование полупроводниковых пластин производят для удаления приповерхностных структурно-дефектных слоев, образовавшихся при резке и шлифовании. Если полирование овода? а после химического травления, то оно исправляет дефекты геометрической формы пластин, возникающие из-за неравномерности травления. По характеру съема материала различают механическое, химическое и химико-механическое полирование. ;
Механическое полирование осуществляют срезанием микроскопических частиц в результате воздействия абразивных, зерен на обрабатываемую поверхность. В качестве абразива используют порошки синтетических и природных алмазов, оксидов хрома, церия и др.
Х и м и ч е с к о е п о л и р о в а н и е осуществляют погружением пластин в полирующий травитель. Для обеспечения большей равномерности съема материала со всей поверхности пластин кассеты с пластинами приводятся во вращение, в результате чего к ним постоянно подводится свежий травитель (рис. 15). Травители, используемые для полирования пластин, многообразны по составу. Кремниевые пластины травят преимущественно в смесях азотной, плавиковой и уксусной кислот, применяя различные пропорции компонентов. В эти смеси могут добавляться вещества, стабилизирующие скорость травления или же катализирующие его реакции. Соединения А3В5 травят чаще всего в водных растворах перекиси водорода и одной из кислот, например серной, плавиковой, бромистоводородной и др. Кроме того, химическое полирование можно осуществлять в газовой среде.