Инструменты токаряРефераты >> Технология >> Инструменты токаря
ЦЕНТРЫ
Важными элементами токарного станка являются центры. Токарные центры {табл. 27) применяют для установки заготовок на станке. Обычно применяют центр, показанный на рис. 82, а. Поверхность / — рабочая часть центра — имеет угол 60° при вершине. Хвостовая часть 2 имеет малую конусность {конус Морзе от 1 до 6). Диаметр цилиндрической части 3 хвостовика должен быть меньше наименьшего диаметра конуса хвостовика, что устраняет заклинивание конуса при выбивании центра из гнезда.
Размеры упорных центров, мм (см. рис. 5, и)
|
Конус Морзе |
D1 |
D2 |
d1 |
d2 |
L |
i |
t |
r |
|
2 |
17,981 |
16 |
14,534 |
13 |
105 |
69 |
4 |
1,5 |
|
3 |
24,052 |
22 |
19,760 |
18 |
130 |
85,5 |
4 |
1,5 |
|
4 |
31,544 |
30 |
25,909 |
24 |
160 |
108,5 |
5 |
2 |
|
5 |
44,732 |
42 |
37,470 |
35 |
205 |
138 |
6 |
2 |
|
6 |
63,762 |
60 |
53,752 |
50 |
280 |
192 |
7 |
3 |
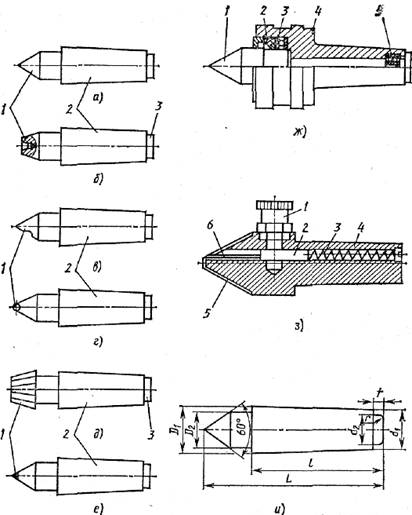
Рис. 5. Центры
На рабочую часть конуса устанавливают заготовку. Хвостовая часть должна точно подходить к коническим отверстиям шпинделя передней бабки и пиноли задней бабки.
Центр, показанный на рис. 5, б, служит для установки заготовок диаметром до 4 мм. У таких заготовок вместо центровых отверстий делают наружные конические поверхности с углом 60°, которыми она устанавливается в отверстие I центра (такие центры называют обратными).
Полуцентр, вырез / которого дает возможность полностью обрабатывать торец заготовки, изображен на рис. 5, в. Устанавливают полуцентр только в заднюю бабку. На рис. 5, г показан центр со сферической рабочей частью /. Такой центр даст возможность устанавливать заготовки с некоторым перекосом оси заготовки к оси центров.
Рифленая рабочая поверхность / центра, показанного на рис. 5, д, дает возможность обрабатывать заготовки с большим центровым отверстием без поводкового патрона.
Точение на высоких скоростях с обычным (неподвижным) центром задней бабки невозможно вследствие быстрого износа центра и разработки центрового отверстия заготовки. Поэтому при чистовой обработке применяют центры задней бабки, острие конусов которых имеет твердый сплав (рис. 5, е).
На рис. 5, ж показана конструкция вращающегося центра, применяемого при обдирочных работах. Вращающийся центр устанавливают в заднюю бабку. Такая конструкция исключает трение между рабочей частью центра и базовой поверхностью центрового отверстия. Конус / центра установлен на роликовом 2 и шариковом 5 подшипниках, расположенных в корпусе 4, Упорный подшипник 3 воспринимает осевые силы, действующие па шпиндель центра. Задний центр с регулируемой подачей смазочного материала (рис. 5, з) применяют при обдирочных работах.
При установке вала коническая поверхность центрового отверстия его нажимает на выступающий конец плунжера 2, и масло из масленки / через канал 6 корпуса 4 и канавки 5 поступает к трущимся поверхностям. После снятия вала плунжер под действием пружины 3 возвращается в исходное положение, перекрывая подачу масла.
Центр передней бабки, поддерживая заготовку, вращается вместе с ним и поэтому не нагревается. Центр же задней бабки неподвижен. Заготовка, опираясь на рабочую поверхность центра задней бабки, вращается иногда с большой скоростью, и поэтому под действием выделяющейся от работы трения теплоты происходит нагрев центра. От нагрева задний центр преждевременно изнашивается. Поэтому задние центры часто изготовляют из быстрорежущей стали, не уменьшающей своей твердости при повышенных температурах. Обычно же передний и задний центры изготовляют из углеродистой стали.
Передний и задний центры должны быть закалены, после чего гладко отшлифованы. Закаленные центры с по вышенной твердостью хрупки и поэтому при работе часто ломаются (выкрашиваются). Центры после закалки следует подвергнуть отпуску, причем задний центр отпускается при более низкой температуре, чем передний. Размеры жесткого опорноупорного центра показаны на рис. 5, и.
Для обработки заготовок в центрах с центровыми отверстиями применяют поводковые патроны, разновидностью которых является поводковый патрон с плавающим центром (рис. 6, а). В корпусе 3 расположен подвижной центр 4, На корпус навернута втулка 5, внутри которой находятся шайбы 6 и 7. Эти шайбы имеют по два полуцилиндрических выступа. Выступы Л шайбы 6 входят в канавки в корпусе центра-поводка, а выступы С шайбы 7 входят в канавки шайбы 6. Выступы шайб 6 и 7 расположены крестообразно.
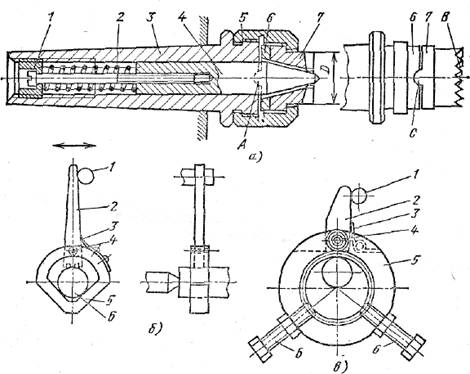
Рис. 6. Приспособления для крепления заготовок
Такая конструкция позволяет равномерно поджать торец заготовки ко всем зубьям В на шайбе 7 и передать ей вращение шпинделя. Шайбы 7 сменные, а их диаметр должен быть несколько меньше диаметра конца заготовки. Пружина 2 должна быть отрегулирована пробкой / наусилие около 300 Н. Центр-поводок применяется совместно с задним вращающимся центром.
При обработке в центре заготовок небольших диаметров применяют самозахватывающие хомутики (рис. 6, б). После установки хомутика на вал кулачок 2, закрепленный на оси 4 кулачка в корпусе 5, под действием пружины 3 прижимается своей насеченной поверхностью к закрепляемой заготовке 6. При пуске станка палец / поводковой планшайбы захватывает хвостовик кулачка и заклинивает вал в хомутике, передавая валу вращение шпинделя. На рис. 6, в показан универсальный хомутик, позволяющий закреплять заготовки различных диаметров благодаря регулировке винтом 6.
ЛЮНЕТЫ
Длинные и тонкие детали, длина которых в 10—15 раз больше их диаметра, при обтачивании прогибаются под действием сил резания, поэтому после обработки они получают неправильную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив поддерживающее приспособление, называемое люнетом. При его применении можно получить детали высокой точности и снимать стружку большего сечения, не опасаясь прогиба детали.