Инструменты токаряРефераты >> Технология >> Инструменты токаря
Люнеты бывают неподвижные и подвижные. Неподвижный люнет (рис. 7, а) состоит из чугунного корпуса /, на котором болтом 7 крепится откидная крышка 4, что облегчает установку заготовки. Основание корпуса имеет форму соответствующую направляющим станины, на которых люнет закрепляется планкой 9 и болтом 8. В корпусе с помощью регулировочных болтов 2 и винтов 3 перемещаются два кулачка 6, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров. Кулачки иногда заменяют роликами для уменьшения трения.
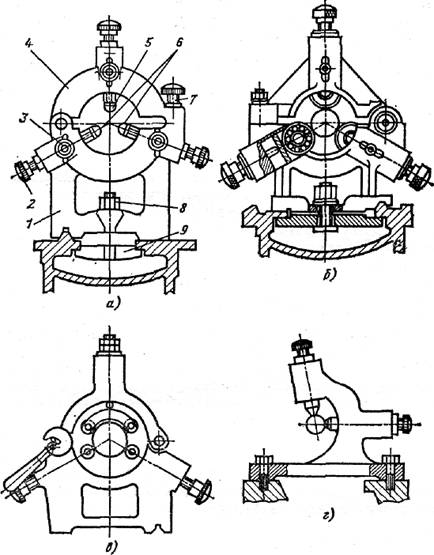
Рис. 7. Люнеты
Люнеты с обычными кулачками не пригодны для скоростной обработки из-за быстрого износа кулачков. В таких случаях применяют люнеты с роликовыми или шариковыми подшипниками (рис. 7, б) вместо обычных кулачков, чем облегчается работа роликов и уменьшается нагрев заготовки. Это имеет важное значение при работе на больших скоростях резания. Кроме того, неподвижные люнеты применяют для отрезания концов и подрезания торцов у длинных деталей, а также при обдирочных работах (рис. 7, в).
Подвижный люнет (рис. 7, г) устанавливают и закрепляют на каретке суппорта так, чтобы он вместе с ней перемещался вдоль заготовки, следуя за резцом поддерживал ее в месте приложения силы резания. Подвижной люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. В остальном конструкция подвижного люнета мало отличается от конструкции неподвижного.
ОПРАВКИ
Токарю довольно часто приходится обтачивать заготовки, .имеющие уже точно обработанное отверстие, причем их наружные поверхности должны быть концентричны (соосны) обработанным отверстиям. В таких случаях для установки и крепления этих заготовок применяют приспособления, называемые оправками. Существует несколько конструкций оправок: цельные полого-конические, конические и разжимные.
Средняя рабочая часть / оправки, показанной на рис. 8, а, — коническая с малой конусностью (обычно 1/2000). Заготовку 4 надевают на коническую часть оправки. Заготовка удерживается только за счет сил трения, поэтому она должна быть надета достаточно плотно. Меньший диаметр оправки д. выполняется меньше возможного диаметра отверстия заготовки. Лыска 2 служит для крепления хомутика, а центровые отверстия 3 — для установки оправки в центрах. Такие оправки используют только при обработке заготовок небольших диаметров. Недостаток этих оправок в том, что они служат только для одного базируемого отверстия детали.
Такого недостатка не имеет оправка, показанная на рис. 8, б. Заготовки 1 устанавливают на цилиндрическую часть 2 оправки и зажимают гайкой 4 через быстросменную шайбу 3. Заготовка удерживается за счет сил трения по торцам. Наружный диаметр гайки 4 выполнен меньше диаметра отверстия заготовки /, что позволяет устанавливать и снимать деталь, ке вывинчивая гайки. Недостаток таких оправок заключается в наличии зазора между поверхностями отверстия и оправки, что неизбежно уменьшает точность обработки.
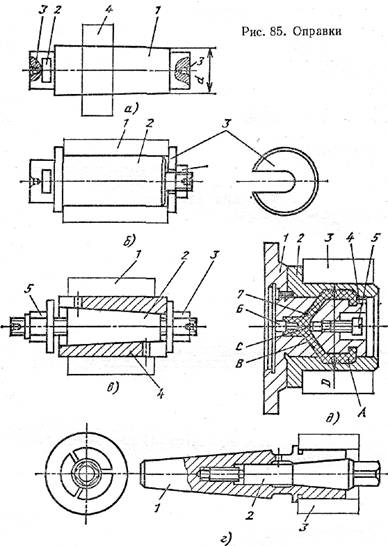
Рис. 8. Оправки
Для обработки деталей с отверстиями малой точности применяют разжимные (цанговые) оправки. Конструкция разжимных оправок зависит от формы и размеров заготовок. Разжимная оправка показана на рис. 8, в. Цанга 4 представляет собой втулку с коническим отверстием и цилиндрической наружной поверхностью, на которую надевают заготовку 1. Пружинящее свойство цанги обеспечивается продольными надрезами с обеих сторон торцов (два, три или четыре с каждой стороны). При завинчивании гайки 3 цанга, перемещаясь влево, своей конической поверхностью 2 закрепляет заготовку. Гайка 5 служит для снятия цанги при ее заклинивании на оправке.
Шпиндельная оправка (рис, 8, г) имеет конусную часть 1 и разжимную часть типа цанги, на цилиндрическую поверхность которой надевают заготовку 3. Оправку конусной частью вставляют в шпиндель. Зажим заготовки производят конической частью болта 2.
Схема оправки с упругой оболочкой показана на рис. 8, д. На корпусе / закреплена втулка 2, центрирующая и закрепляющая заготовку 3. Для этого на на ружной поверхности корпуса и внутренней поверхности втулки сделаны выточки, образующие кольцевую полость А. Отверстия В полость А соединена с камерой С. Полость Л, наклонные отверстия В и камера С заполнены гидропластом (гидропластмассой). При вращении винта 5 плунжер 7 перемещается влево, выдавливая гидропласт в полость А. Диаметр тонкой стенки ограничивает перемещение плунжера. Пробка 4 закрывает отверстие, через которое выходит воздух при заливке в оправку расплавленного гидропласта. Такие оправки обеспечивают центрирование в пределах 0,01 0,03 мм.
ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ ЗАГОТОВОК НЕПРАВИЛЬНОЙ ФОРМЫ
Крепление деталей неправильной формы небольших размеров осуществляется в четырехкулачковом патроне. Более крупные заготовки в большинстве случаев закрепляют в планшайбе, на ней имеются радиальные пазы и отверстия, посредством которых крепится заготовка. На планшайбе можно закреплять заготовку с помощью прижимных планок, угольников, винтов и др. При работе с планшайбой для уравновешивания устанавливают противовесы.
В единичном и мелкосерийном производствах применяют универсальные станочные приспособления: универсально-сборочные (УСП); сборочно-разборочные (СРП); универсально-наладочные (УНП) и др. Их собирают из стандартных элементов. После работы приспособление разбирают для использования его деталей при обработке других деталей.
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Для крепления на станке резцов, сверл и другого инструмента применяют следующий вспомогательный инструмент: резцедержатели, переходные втулки, оправки, сверлильные патроны и т. д. Токарные резцы крепят в резцедержателях различного типа.
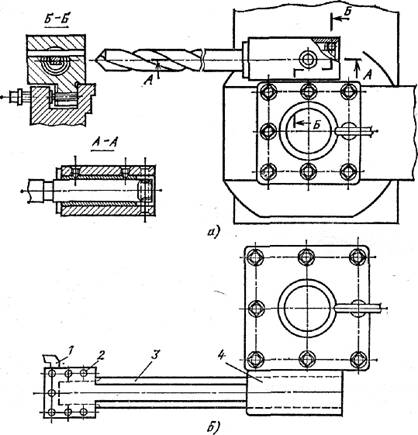
Рис. 9. Держатель для центрового осевого инструмента (а) и резцо вая оправка (б)
Оправка для установки сверл и другого концевого инструмента показана на рис. 9, а. Оправка устанавливается в ту позицию резцедержателя, которая имеет соответствующую маркировку инструмента. Резцовая оправка для обработки деталей над выемкой в станине (рис. 9, б) применяется на станке 16К20 при обработке деталей диаметром до 600 мм и длине 295 мм от торца фланца шпинделя для предотвращения свисания ка ретки с направляющих станины. Оправку 3 устанавли вают в держатели 4, а резец 1 крепят винтами 2.
Переходные конические втулки служат для крепления инструмента с коническим хвостовиком, когда номер конуса хвостовика инструмента не соответствует но меру конуса на станке. Наружные и внутренние поверх ности переходных втулок выполняют с конусом Морзе семи номеров — от 0 до 6 по ГОСТ 8520—70.
Рис. 10. Трехкулачковый самоцентрирующий сверлильный патрон
Сверлильные патроны используют для крепления сверл, разверток с цилиндрическим хвостовиком диа метром до 20 мм. Трех кулачковый сверлильный патрон (рис. 10) состоит из корпуса патрона, в котором распо ложены наклонно три кулачка 1, имеющие резьбу, свя зывающую их с гайкой 2. Обойма 3 вращается клю чом 4, вставленным в отверстие корпуса патрона. Зажим ные кулачки, опускаясь вниз, сходятся и зажимают цилиндрический хвостовик сверла. Для зажима сверл не большого диаметра с цилиндрическим хвостовиком при меняют цанговые патроны.