Получение изделий литьем металловРефераты >> Технология >> Получение изделий литьем металлов
Радиусы закругления назначают для предупреждения образования усадочных трещин, возникающих вследствие неравномерности кристаллизации (рис.13).
Рис.13. Влияние радиуса сопряжения стенок на качество отливок.
Кроме внутренних сопрягают также и внешние острые кромки для предупреждения образования трещин в формах. Острые кромки допускают только на плоскостях разъема. Величина рекомендуемых внутренних и внешних радиусов сопряжения отливок зависит от способа литья:
Таблица 3. Зависимость радиусов скругления от способа литья.
|
Способ литья |
внутренний радиус |
внешний радиус |
|
В песчаные оболочковые формы |
5 |
3 |
|
В кокиль |
3 |
2 |
|
По выплавляемым моделям |
1 |
0.5 |
|
Под давлением |
0.8 |
0.3 |
Плавные переходы. Переходы от толстых сечений к тонким для предупреждения образования трещин в граничных зонах при охлаждении отливки должны быть выполнены постепенно (рис.14).
Рис. 14 Плавные переходы от толстых к тонким сечениям отливки
Величину участка сопряжения определяет соотношение толщин стенок.
Уклоны (конусность) необходимы на поверхностях, расположенных плоскости разъема формы, для обеспечения удаления модели (отливки) из формы. Уклоны на внутренние поверхности больше уклонов на наружные поверхности (рис.15).
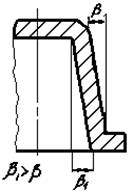
Рис. 15. Уклоны на наружные и внутренние поверхности.
Величина уклона также зависит от способа литья.
Таблица4. Зависимость уклонов от способа литья
|
Способ литья |
Уклоны | |
|
наружные |
внутренние | |
|
В песчаные формы, в кокиль |
2 .3о |
2 .3 о |
|
В оболочковые формы |
3 .5 о |
- |
|
По выплавляемым моделям |
30 о |
30 о |
|
Под давлением |
15 о |
30 о |
Отверстия отливают всегда с целью предупреждения вскрытия усадочных раковин и пористости в сплошной отливке, уменьшения объема последующей обработки, уменьшения массы. Минимальная величина диаметра и максимальная длина отверстия зависят от способа литья и сплава.
Таблица 5. Зависимость параметров отверстий от способа литья.
|
Способ литья и сплав |
Минимальный диаметр, мм |
Отношение глубины отверстия к диаметру |
Шаг резьбы |
Диаметр резьбы, мм | ||
|
несквозного |
сквозного |
наружный |
внутренний | |||
|
Под давлением сплава: | ||||||
|
цинкового |
0.8 |
6 |
12 |
0.5 |
6 |
10 |
|
магниевого |
2 |
5 |
10 |
1 |
6 |
20 |
|
алюминиевого |
2 |
3 |
5 |
1 |
12 |
20 |
|
медного |
3 |
3 |
4 |
1.5 |
12 |
- |
|
В разовые формы при толщине стенки: | ||||||
|
1 .3 |
2 | |||||
|
40 .50 |
15 | |||||
Расстояние от отверстия до края литой детали должно быть более (рис.16) 1.2 d, где d - диаметр отверстия.
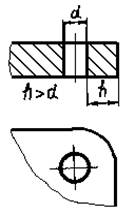
Рис. 16. Расстояние до края детали.
Армирование - это процесс заливки в полости отливки металлических деталей, улучшающих свойства отливки. Заливаемые металлические детали называют арматурой в должны иметь сравнимые величины усадки при охлаждении. Армирование наиболее широко применяют при литье под давлением для уменьшения объема последующей сборки, для создания специальных физических свойств (заливка медных трубок циркуляции охлаждающей жидкости, заливка бронзовых втулок в корпус ин цинкового сплава уменьшает трение) или для исключения усадочных раковин. (рис.17)