Технология изготовления печатных формРефераты >> Технология >> Технология изготовления печатных форм
В секции гуммирования на проявленную и промытую форму наносится тонкий слой защитного покрытия. В дальнейшем при установке формы в печатную машину этот защитный слой смывается.
Секция гуммирования включает в себя ванну, насос, распределительную трубку для подачи раствора, вентиль, бак с раствором. Насос накачивает раствор из бака в распределительную трубку, а вентиль регулирует количество подаваемого раствора. Из распределительной трубки раствор попадает в резервуар, образуемый двумя верхними валиками 12, 13 секции гуммирования, а затем тонким слоем наносится на форму. Излишки раствора отжимаются. Ванна, насос и бак с раствором представляют собой замкнутую систему, благодаря чему раствор поступает из ванны обратно в бак и тем самым осуществляется рециркуляция. Насос включается только после подачи формы в машину.
В модели предусмотрено регулирование количества защитного покрытия, подаваемого в секцию гуммирования.
Для того чтобы валики в секции гуммирования при простоях машины не слипались, процессор обеспечивает возможность ручного разъединения этих валов. Распределительная трубка и валики в секции гуммирования процессора очищаются вручную теплой водой.
Заключительная стадия обработки офсетной формы - сушка. В секции сушки центробежный вентилятор со встроенным нагревателем подает горячий воздух через систему трубопроводов в две трубки 14, 15. Форма высушивается с двух сторон. В секции сушки осуществляется рециркуляция некоторого количества нагретого воздуха и одновременно в нее поступает некоторое количество свежего воздуха из рабочего помещения. Благодаря этому достигается необходимый режим сушки формы и уменьшается теплоотдача в рабочее помещение.
Вторую конструкцию для изготовления офсетных форм рассмотрим на примере одной из конструкций фирмы AGFA. Построение этого процессора и процесс проявления в нем несколько отличается от предыдущего (рис. 3).

Рис. 3 Принципиальная схема проявочного процессора фирмы AGFA
Отэкспонированная форма 11 подается в процессор и проходит процесс проявления, начиная с секции приема 1. Затем она поступает в секцию смачивания проявителем 2, которая содержит водный щелочной раствор проявляющий светочувствительный слой. Раствор, нанесенный на поверхность формы, вступает в реакцию с ее активным слоем. За время прохождения формы по рольгангу транспортирующей секции 3 происходит проявление скрытого изображения под действием нанесенного во второй секции проявителя, после этого форма поступает в секцию 4, где происходит удаление продуктов реакции раствором подающимся к форсункам 12, и распыляемым ими под давлением непосредственно на активную поверхность формы. Для избежания прогибания и вследствие этого проскальзывания формы используется поддерживающий валик 16, который может быть как монолитным, так и сегментированным. Вследствие большого разбрызгивания раствора во внутреннем объеме секции образуется водная пыль, конденсирующаяся на обоих сторонах формы, ведущих и ведомых обрезиненных валиках 13, 14, конденсат с которых удаляется с помощью пленкообразующих пластин, расположенных с зазором на диаметрально противоположных сторонах каждого из валов. После гидромеханической очистки форма поступает в секцию фиксации 5, где фиксаж останавливает течение проявочных реакций и закрепляет полученное изображение. Затем на финальной стадии форма подвергается гидрофилизации в секции 6, где после обработки гидрофилизирующим раствором пробельные участки становятся гидрофильными и могут принимать на себя воду а печатные элементы отталкивают воду и принимают краску. В секции 7 форма сушится горячим воздухом нагнетаемым вентиляторами и нагреваемым электрическими тенами. После чего готовая печатная форма выводится из проявочного процессора выводными валиками 8.
На протяжении нескольких десятков лет, отечественная промышленность также выпускала процессоры для изготовления офсетных форм.
Основным разработчиком был Одесский завод полиграфических машин. Выпускаемые им модельный ряд предназначался не только для изготовления монометаллических печатных форм, но и для травления форм глубокой печати, для проявления фототехнических материалов, а также для изготовления фотополимерных печатных форм.
Например, модель ФМО-120 осуществляла проявление, промывку, нанесение защитного коллоида и сушку, а модель ФПП-120 - предназначалась для проявления, химического дубления, промывки, сушки копий и дополнительного ИК-дубления.
В настоящее время разработками подобных устройств на территории стран СНГ занимаются Зарайский завод офсетных пластин, Ленполиграфмаш, Первая Образцовая типография, Украинский научно-исследовательский институт полиграфической промышленности. Все разрабатываемые ими модели имеют примерно одинаковое построение или полностью аналогична западным образцам.
В качестве одной из оригинальных разработок российских специалистов позволю привести себе устройство описанное в патенте № 1326452 (рис. 4).
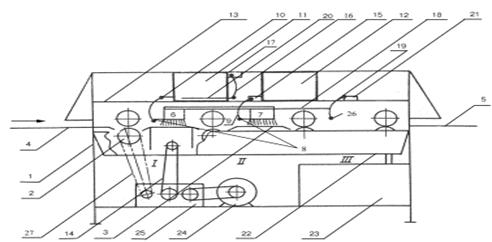
Рис. 4 Принципиальная схема проявочного процессора
Устройство для изготовления печатных форм состоит из трех секций: I - проявления, II - гидролизации, III - смывки водой, и включает станину 1, укрепленные на ней транспортирующие валики 2, между которыми расположены два рабочих стола 3. Устройство имеет два навесных стола: на входе - входной стол 4, на выходе - выходной стол 5. На боковинах рабочего стола 3 в секции I на двух эксцентриках укреплена щетка 6. Эксцентрики, соединены приводом под рабочим столом 3 в секции I. К щетке 6 посредством двух кронштейнов крепится щетка 7 из последующей секции II. Кронштейны расположены над транспортирующими валиками 2, разделяющими секции I и II. На щетках 6, 7 закреплены раствороподающие трубки 8 с отверстиями, соединенные гибким шлангом 9 с электромагнитным клапаном 10 емкости 11 или 12, расположенной на стеллаже 13 над транспортирующими валиками 2 со стороны привода машины 14.
На дне емкости 11 расположена трубка 15 с отверстиями, соединенная шлангом 16 с микрокомпрессором 17. В секции III смывки водой на кронштейне 18 к щетке 7 из предыдущей секции II прикреплены две форсунки 19, расположенные в центре секции III.
Кронштейн 18 расположен над транспортирующими валиками, разделяющими секции II и III. Форсунки 20 соединены гибким шлангом 19 с электромагнитным клапаном 21 подачи воды. Под транспортирующими валиками 2 расположен поддон 22 для слива отработанных растворов и очиститель - отстойник 23. На станине 1 внизу закреплен электродвигатель 24 и двухскоростной редуктор 25, соединенный приводом 27 с транспортирующими валиками 2 и с валом привода эксцентриков щетки 6. Эксцентрики связаны между собой приводом, включающим вал и закрепленные на нем две конические шестерни, имеющие зацепление с шестернями эксцентриков.
Устройство работает следующим образом.
Форма подается в первую секцию. При входе в транспортирующие валики передний край формы включает привод машины и подачу проявляющего раствора в первую секцию. Раствор поступает из емкости по гибкому шлангу в раствороподающую трубку, укрепленную на вращающейся щетке, движение которой осуществляется приводом, расположенным под рабочим столом. Форма проходит под щеткой, обрабатываясь одновременно раствором и щеткой. Затем передний край формы входит во вторую секцию, где весь процесс происходит аналогично первой секции, только вместо проявляющего раствора подается гидролизующий раствор (в необходимых случаях можно между секциями I и II производить промывку водой). Вращение щетки в этой секции осуществляется с помощью кронштейнов, укрепленных на щетке первой секции. После второй секции форма перемещается между транспортирующими валиками в третью секцию промывки формы водой. Включение подачи воды осуществляется аналогично с включением растворов в первой и второй секциях. Вода подается через гибкий шланг в форсунки, которые промывают поверхность формы перекрестным струйным потоком от центра пластины к краям. Струи перемещаются по поверхности формы за счет крепления форсунок на вращающихся щетках второй секции. При этом каждая точка поверхности промывается несколько раз, и вода на форме не задерживается, скатываясь в поддоны. Затем форма проходит отжимные транспортирующие валики, поступая на выходной стол.