Организация конструкторской подготовки производстваРефераты >> Технология >> Организация конструкторской подготовки производства
Автоматизированная система конструирования используется на этапах технического и рабочего проектирования для проведения уточненных расчетов по всему изделию и отдельным его элементам, а также изготовления конструкторской документации.
Для САПР любого уровня сложности основным структурным элементом является функциональная подсистема. Подсистемы обладают значительной функциональной автономностью и реализуют определенный этап (фрагмент) процесса проектирования. Однако САПР и их подсистемы взаимоувязаны с различными компонентами интегрированных систем управления предприятием или объединением (рис. 17.3).
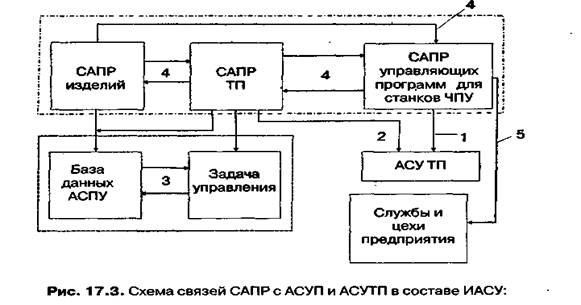
1 - управляющие программы для станков с ЧПУ; 2 - информация для планирования и анализа производства; 3 - нормативно-справочная информация; 4 - информация обмена данными внутри САПР ТПП; 5 - техническая документация
Организационно САПР различного назначения создаются в отделах главных конструкторов, главных технологов и т. п. и взаимодействуют с различными подразделениями и службами предприятия.
Технико-экономическое обоснование на стадии проектирования новой техники
Каждый вновь создаваемый вид техники или мероприятие по улучшению освоенной техники должен быть лучше ранее освоенных: он должен давать большую экономию живого и овеществленного труда, быть лучше по качеству и в большей мере удовлетворять потребности в новых или усовершенствованных видах продукции. Показатели качества вновь создаваемой техники должны быть на уровне высших мировых достижений в данной отрасли.
Новая или усовершенствованная техника должна быть лучше и эффективнее той, взамен которой она создается и будет производиться, с производственной, эксплуатационной или обеих точек зрения.В первом случае к новой (усовершенствованной) конструкции предъявляются требования как к объекту производства на заводе-изготовителе. Главным здесь является экономичность производства и минимальные сроки его подготовки и освоения. Экономичность изготовления каждой новой конструкции зависит от ее технологичности, оттого, насколько прогрессивными и производительными будут применяемые технологические процессы. Конструкция является технологичной, если она экономична для производства.
При наличии нескольких вариантов конструкции техники, полностью удовлетворяющих эксплуатационным требованиям, предпочтение отдается более технологичной.
Для выбора наилучшего варианта конструкции имеется ряд показателей технологичности:
• трудоемкость изготовления - абсолютная (на одно изделие) и относительная (на единицу установленной мощности, производительности, другого показателя);
• материалоемкость или масса конструкции - абсолютная или относительная;
• трудоемкость подготовки изделия к функционированию;
• степень конструктивной стандартизации и унификации;
• капиталовложения в производство новой продукции;
• себестоимость и отпускная цена новой продукции;
• прибыль и рентабельность производства.
Трудоемкость изготовления продукции определяется в процессе ее проектирования и является весьма важным показателем. Более технологичной считается та конструкция, которая при прочих равных условиях менее трудоемка. Снижение трудоемкости изделия на стадии его производства - одна из важнейших задач, которая ставится перед разработчиками. Большие возможности снижения трудоемкости заложены в правильном выборе современных прогрессивных методов получения заготовок, рациональном выборе квалитетов и классов шероховатости. На смену обработки деталей резанием (механообработки) постепенно приходят точные методы формообразования деталей - штамповки, прессования, литья под давлением и др.
Материалоемкость характеризует общий расход материала на изготовление данной конструкции изделия или удельную материалоемкость на эксплуатационный параметр. Во многих случаях у конструктора есть возможность при проектировании детали выбрать материал из двух или даже многих, обеспечивающих одинаковые эксплуатационные свойства детали, но различные по стоимости, трудоемкости обработки, а иногда способствующие снижению массы изделия.
Повышение определяющего эксплуатационного показателя изделия, как правило, дает снижение материалоемкости и трудоемкости в расчете на единицу основного параметра. При этом снижение удельной материалоемкости на единицу мощности или другого параметра происходит значительно быстрее, чем уменьшение общего расхода материала на единицу изделия.
Трудоемкость подготовки изделия к функционированию определяется в процессе проектирования и зависит от сложности регулировочно-настроечных процессов, проводимых с целью получения необходимых технико-экономических параметров. Возможности снижения трудоемкости здесь заложе ны в качестве используемой контрольно-измерительной аппаратуры и специальных стендов для испытаний.
Степень конструктивной стандартизации и унификации - это показатель, характеризующий конструкцию изделия с точки зрения реализации в ней стандартизированных и унифицированных деталей, что приводит к повышению объема выпуска однотипных деталей, сборочных единиц, изделий в целом, а также к применению более прогрессивной технологии, а это как следствие позволяет не только существенно снизить трудоемкость изготовления, но и несколько уменьшить материа-лоемкость.
Капиталовложения в производство новой конструкции характеризуют общие затраты на приобретение дополнительного и изготовление нестандартного оборудования и перепланировку в производственных цехах, создание производственных запасов. Чем меньше потребности предприятия в капиталовложениях, тем технологичнее новая конструкция изделия.
Себестоимость, прибыль и рентабельность новой конструкции изделия являются обобщающими показателями ее технологичности.
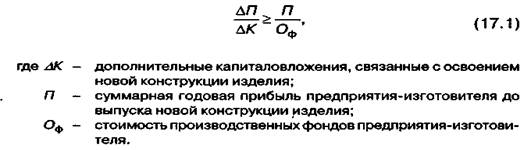
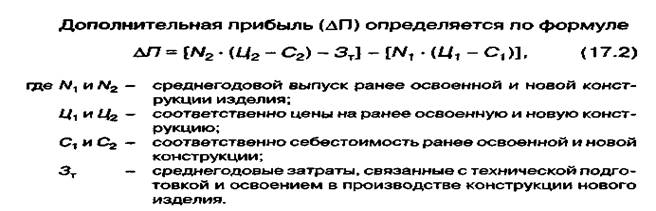
С производственной точки зрения новая конструкция будет считаться технологичной, а следовательно, и эффективной в том случае, если дополнительная прибыль (АП), полученная в результате освоения, выпуска и реализации новой продукции, обеспечит рентабельность не ниже средней сложившейся рентабельности на предприятии-изготовителе. Этому условию должно удовлетворять неравенство:
С эксплуатационной точки зрения потребителя новая конструкция должна обладать следующими показателями:
1) более надежной (долговечной, безотказной, ремонтопригодной и сохраняемой) в эксплуатации;
2) удобной в обслуживании и ремонте эстетичной и безопасной в эксплуатации;
3) эргономичной (с точки зрения психологии, физиологии и гигиены труда работников обслуживания);
4) более производительной в единицу времени;
5) более экономичной в потреблении электроэнергии и капиталовложений эксплуатационников новой продукции;
6) обеспечивать минимальную себестоимость единицы работы, выполняемой изделием.