Оборудование производства ИУРефераты >> Технология >> Оборудование производства ИУ
Введение
В состав проектно-конструкторских задач, решаемых при проектировании любой автоматической машины, в том числе и роторной линии (АРЛ), входит параметрический синтез. Параметрический синтез решает задачу определения основных конструкционных (геометрических и механических) параметров машины в целом, ее отдельных механизмов, устройств и рабочих органов. Применительно к проектированию автоматических роторных линий параметрический синтез включает определение конструктивных размеров инструментальных блоков, установление шага ротора, расчет числа позиций (блоков, гнезд) рабочих роторов, радиусов начальных окружностей технологических и транспортных роторов, расчет транспортной скорости и частоты вращения роторов.
В большинстве случаев параметрический синтез является задачей оптимизационного типа: параметры роторной линии должны быть определены таким образом, чтобы заданный или выбранный критерий эффективности имел оптимальное значение. Руководствуясь определенными из расчетов параметрами машины, конструктор осуществляет эскизную, техническую и затем рабочую разработку.
1. Расчет основных параметров роторной линии
1.1. Определение конструктивных параметров
инструментального блока
Инструментальный блок (ИБ) это сменныйузел технологического ротора для установки инструмента и обеспечения основных и вспомогательных переходов технологических операций. Инструментальный блок должен обеспечивать заданную точность взаимного расположения рабочего инструмента и обрабатываемой детали, обладать необходимыми прочностью и жесткостью, иметь минимальную массу, допускать быстрый съем из гнезда технологического ротора.
Типовая схема инструментального блока для штамповочной операции (см. рис.1) позволяет оценить его основные размеры.
Диаметр Dбл блока определяется с учетом максимальных поперечных размеров деформирующего инструмента
Dбл= (1.3… 2.5)*Dм, (1)
где Dм– диаметр поперечного сечения матрицы, мм.
Расчетные зависимости для определения геометрических размеров матриц для различных технологических операций приведены в таблице 1. [1]
Диаметр матрицы: Dм = 3*dd = 3*5,6 = 16,8 мм
Диаметр блока: Dбл = 2*16,8 = 33,6 мм
Принимаем диаметр блока равный 36 мм
Длина блока:
Lбл = Lт + Lкр + Lзх, (2)
где Lт– технологическое перемещение инструмента, включающее подвод инструмента, рабочее перемещение и проталкивание детали из матрицы., мм;
Lкр, Lзх– размеры элементов ИБ, мм.
Технологическое перемещение на стадии эскизной проработки можно определить по формуле:
Lт = Н0 + Нд + Нм +(20 .40)
где Hо– высота заготовки, мм;
Hд– высота детали, мм;
Hм– высота матрицы, мм.
Lт = 60 мм
Величина Lкр определяется из соотношения:
Lкр> Lт
Lкр = 80 мм
Величина Lзх определяется из конструктивных соображений.
Lбл = 60 + 80 + 40 + 180 мм
Максимальная длина блока:
Lбл мах = Lбл + Lт
Lбл мах = 180 + 60 = 240 мм
1.2. Выбор шага ротора
Шаг между гнездами ротора hр выбирается в зависимости от размеров детали, инструментальных блоков и зазоров между ними (см. рис.2 [1]).
Для роторов штамповочного производства шаг ротора:
hp = Dбл + Dh
где Dh– зазор между инструментальными блоками,мм.
Величина Dh определяется размерами ИБ, их конструкцией и системой крепления в гнездах ротора (для роторов с механическим приводом Dh= (0.1… 0.4)× Dбл ):
hp = 36 + 0,3*36 = 46,8 мм
Рассчитанную величину шага роторов с механическим и гидравлическим приводом округляем до ближайших значений
(см. табл. 3 [1]):
hp = 47,1 мм
1.3. Расчет числа позиций технологического ротора
Общее число позиций (инструментальных блоков, гнезд) ротора определяем по минимально необходимой длительности технологического Тт и кинематического Тк циклов:
up = Пт * Тк/60 < 1,33* Пт * Тт/60 (3)
где Пт– теоретическая производительность ротора, шт/мин.
Теоретическую производительность выбираем по заданной фактической производительности Пф с учетом цикловых потерь:
Пт = Пф/b
Для проектных расчетов коэффициент цикловых потерь
b= 0,7… 0,9.
Пт = 800 / 0,8 =1000 шт
Длительность технологического цикла должна обеспечивать выполнение технологической операции, включая вспомогательные переходы (загрузку детали, ее закрепление и выдачу из ротора). Длительность кинематического цикла определяется, в основном, характеристиками привода рабочего движения ротора. На рис. 1 приведена цикловая диаграмма технологического ротора, показывающая соотношение технологического и кинематического циклов. Для роторных машин, осуществляющих вращение ротора с постоянной скоростью, время обработки tр соответствует углу поворота jр, а t1– углу j1 и т.д.
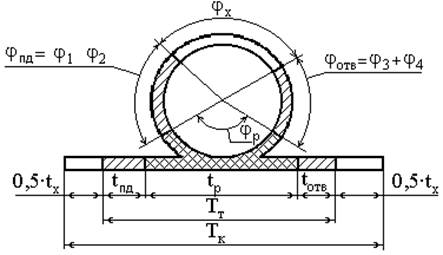
Рис. 1. Цикловая диаграмма технологического ротора.
Уравнения циклов имеют вид:
TT = t1+ t2+ tp+ t3+ t4,
Tk= tпд+ tp+ tотв+ tх,
где t1, t4– соответственно время на подачу детали и выдачу ее из ротора, с;
t2, t3– время, затрачиваемое на закрепление и освобождение детали при обработке, с;
tр– технологическое время обработки детали, с;
tпд,tотв– интервалы времени подвода инструмента к детали и отвода,с;
tх– время простоя инструментов в исходном положении (холостой ход), с.
Точные значения интервалов кинематического и технологического циклов можно определить только при расчете механизмов привода рабочего движения и механизмов захвата. На этапе параметрического синтеза эти интервалы определяются приближенно с учетом рекомендаций, полученных на основе практики конструирования роторных линий.
Для механического (кулачкового) привода рабочего движения интервал tр, соответствующий обработке детали инструментом, определяем по следующим формулам:
для операций чеканки, гибки, сборки принимаем закон изменения ускорения по синусоиде, обеспечивающий к концу интервала плавное снижение скорости и ускорения рабочего органа до нуля:
tp= 2Lp/ Vp max =![]() (4)
(4)
tp = 0,08 с
гдеLр, Vр max, aр max– соответственно путь, допустимые скорость и ускорение за время обработки детали инструментом, м, м/с,м/с2;
Ориентировочно дляуказанных операций можно принимать ар max£ g,где g– ускорение свободного падения,м/c2.
Время подачи изделий в ротор t1 принимаем равным времени удаления из него t4, а при определении числовых значений исходим из того, что угол сопровождения подающими и съемными устройствами не превышает 20°:
Величины интервалов t2 и t3 рассчитываем в зависимости от скорости срабатывания зажимных приспособлений, центрирующих и съемных механизмов. В первом приближении принимаем:
t2 = t3 ![]() t1 = t4
t1 = t4
Время подвода и отвода инструмента определяем в зависимости от типа привода рабочего движения. Для механического привода: