Технология и оборудование сваркиРефераты >> Технология >> Технология и оборудование сварки
Содержание
1.Описать конструкцию и принцип действия
универсальных газовых горелок
(с указанием марки и технических характеристик) для
сварки, резки и подогрева металлов.
2. Обосновать выбор технологии газовой сварки
легированной стали З0ХГСА. При рассмотрении
этого вопроса выявить связь выбранного режима
(предварительного, сопутствующего и последующего
подогрева) с составом стали, структурными
изменениями в металле шва и зоне термического
влияния. Результаты оформить в виде таблиц.
3. Условия и требования к разрезаемому металлу,
определяющие возможность протекания процесса резки.
Рассчитать расход режущего кислорода при
ручной кислородной резке
стали толщиной 50-100мм и 500мм.
4. Список литературы
1.Описать конструкцию и принцип действия универсальных газовых горелок (с указанием марки и технических характеристик) для сварки, резки и подогрева металлов.
Горелка – это устройство, предназначенное для получения пламени необходимой тепловой мощности, размеров и формы. Все существующие конструкции газо-плазменных горелок можно классифицировать следующим образом:
1) по способу подачи горючего газа в смесительную камеру — инжекторные и безынжекторные;
2) по мощности пламени — микро мощности (10—60 дм3/ч ацетилена); малой мощности (25—400 дм3/ч ацетилена); средней мощности (50—2800 дм3/ч ацетилена) и большой мощности (2800— 7000 дм3/ч ацетилена);
3) по назначению — универсальные (сварка, резка, пайка, наплавка, подогрев); специализированные (только сварка или только подогрев, закалочные и пр.);
4) по числу рабочих пламен — одноплеменные и многопламенные;
5) по способу применения — для ручных способов газопламенной обработки; для механизированных процессов.
Инжекторные горелки. Кислород через ниппель / инжекторной горелки проходит под избыточным давлением 0,1—0,4 МПа (1 — 4 кгс/см2) и с большой скоростью выходит из центрального канала инжектора 8 (рис. 1). При этом струя кислорода создает разрежение в ацетиленовых каналах рукоятки 3, за счет которого ацетилен подсасывается (инжектируется) в смесительную камеру 10, откуда образовавшаяся горючая смесь направляется в мундшук 13 и на выходе сгорает. Инжекторные горелки нормально работают при избыточном давлении поступающего ацетилена 0,001 МПа (0,01 кгс/см2) и выше.
Повышение давления горючего газа перед горелкой облегчает работу инжектора и улучшает регулировку пламени, хотя при этих условиях приходится прикрывать вентиль горючего газа на горелке, что может привести к возникновению хлопков и обратных ударов пламени. Поэтому при использовании инжекторных горелок рекомендуется поддерживать перед ними давление ацетилена (при работе от баллона) в пределах 0,02—0,05 МПа (0,2—0,5 кгс/см2).
Рис. 1. Инжекторная горелка:
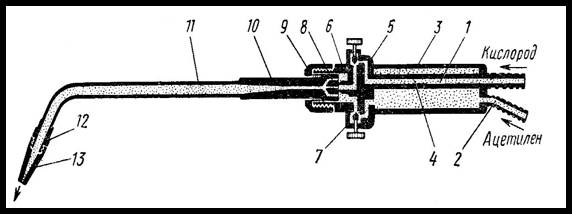
1 — кислородный ниппель; 2 — ацетиленовый ниппель; 3 — рукоятка; 4 — кислородная трубка; 5 — вентиль для кислорода; 6 — корпус; 7 — вентиль для ацетилена; 8 — инжектор; 9 — накидная гайка; 10 — смесительная камера; 11 — наконечник; 12 — соединительный ниппель; 13 — мундштук
Инжекторные горелки рассчитывают таким образом, чтобы они обеспечивали некоторый запас ацетилена, т. е. при полном открытии ацетиленового вентиля горелки расход ацетилена увеличивался бы по сравнению с паспортным для инжекторных горелок — не менее чем на 15%; для инжекторных резаков — не менее чем на 10% максимального паспортного расхода ацетилена.
На рис. 2 показаны в качестве примера конструкции инжекторных горелок средней мощности ГС-3 и малой мощности ГС-2 для сварки металлов. Горелки снабжают набором сменных наконечников, различающихся расходом газа и предназначаемых для сварки металлов разной толщины. Номер требуемого наконечника выбирают в соответствии с требуемой тепловой мощностью пламени, выраженной в дм3/ч ацетилена. К рукоятке горелки ГС-3 можно присоединять и другие наконечники, например многопламенные для подогрева, для пайки, вставные резаки для резки металла
Рис. 2. Внешний вид и разрез горелок
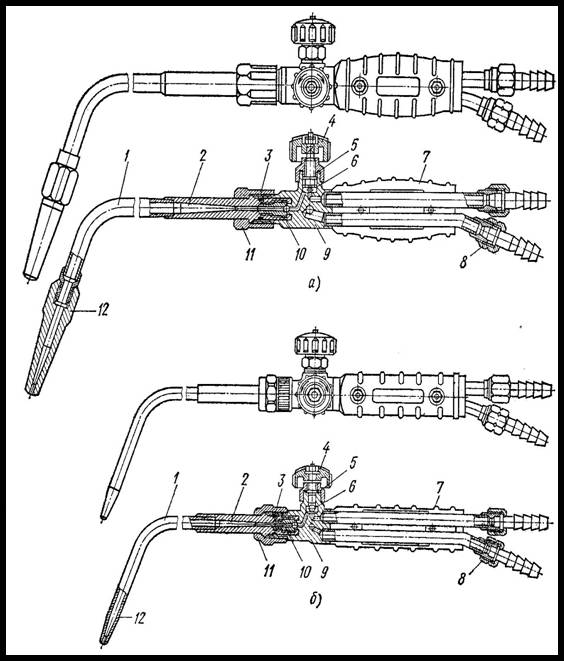
а)— типа ГС-3; б) — типа ГС-2; 1 — трубка наконечника; 2 — смесительная камера; 3 и 5 — уплотнительные кольца из масло термостойкой резины; 5 — маховичок; 6 — шариковый клапан; 7 — пластмассовая рукоятка; 8 — ацетиленовый ниппель; 9 — корпус; 10 — инжектор; 11 — накидная гайка; 12 — мундштук
Для сварки и наплавки металлов большой толщины, нагрева и других работ, требующих пламени большой мощности, используют инжекторные горелки ГС-4 с наконечниками № 8 и 9:
№ наконечника 8 9
Расход газов, дм3/ч:
ацетилена 2800—4500 4500—7000
кислорода 3100—5000 5000—8000
Толщина свариваемой
стали, мм . 30—50 50—100
В наконечниках ГС-4 инжектор и смесительная камера установлены непосредственно перед мундштуком. Горючий газ подается в инжектор по трубке, расположенной внутри трубки подачи кислорода. Этим предупреждается нагревание горючего газа и смеси отраженной теплотой пламени, что снижает вероятность обратных ударов пламени и хлопков при использовании пламени большой мощности. Горелка ГС-4 может работать на пропан бутане, для чего снабжена двумя наконечниками с сетчатыми мундштуками, рассчитанными на расходы: № 8 — пропан бутана 1,7—2,7, кислорода 6—9,5 м3/ч; № 9 — пропан бутана 2,7—4,2, кислорода 9,5— 14,7 м3/ч.
Рис. 3. Наконечник с подогревателем для сварки на пропан бутане
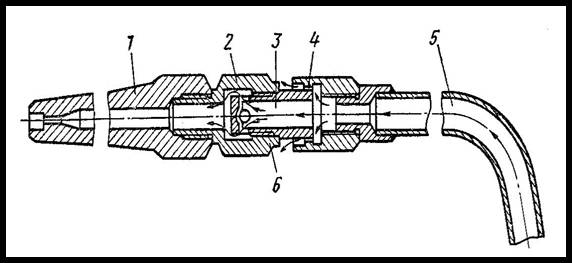
1 — мундштук; 2 — подогревающая камера; 3 — подогреватель; 4 — сопла подогревателя; 5 — трубка горючей смеси; 6 — подогревающие пламена.
Мундштуки горелок малой мощности или имеющих водяное охлаждение изготовляют из латуни ЛС59-1. В горелках средней мощности мундштуки для лучшего отвода теплоты изготовляют из меди МЗ или хромистой бронзы Бр Х0,5, к которой не так пристают брызги расплавленного металла. Для получения пламени правильной формы и устойчивого его горения выходной канал не должен иметь заусенцев, вмятин и других дефектов, а внутренняя поверхность канала должна быть чисто обработана. Снаружи мундштук рекомендуется полировать.
Горелки для газов заменителей отличаются от ацетиленовых тем, что снабжены устройством для дополнительного подогрева и перемешивания газовой смеси до выхода ее из канала мундштука. Серийно выпускаемые горелки ГЗУ-2-62 и ГЗМ-2-62М для этого имеют подогреватель и подогревательную камеру, расположенные на наконечниках между трубкой подвода горючей смеси и мундштуком (рис. 3). Часть потока смеси (5—10%) выходит через дополнительные сопла подогревателя и сгорает, образуя факелы, подогревающие камеру из коррозионно-стойкой стали. Температура смеси на выходе из мундштука повышается на 300—350° С и соответственно возрастает скорость сгорания и температура основного сварочного пламени. Горелки могут работать на пропан-бутан-кислородной и метан-кислородной смеси; ими можно сваривать стали толщиной до 5 мм (в отдельных случаях до 12 мм) с удовлетворительными показателями по производительности и качеству сварки. Наконечники этих горелок рассчитаны на следующие расходы газов: