Технология и оборудование сваркиРефераты >> Технология >> Технология и оборудование сварки
№ наконечника 0 1 2 3
Расход, дм3/ч:
пропан-бутана 15—40 30-70 70—140 140-240
кислорода 50—140 105—260 260—540 520-840
№ наконечника 4 5 6 7
Расход, дм3/ч:
пропан-бутана 240—400 400—650 650—1050 1650—1700
кислорода 840—1400 1350—2200 2200—3600 3500—5800
При переводе на пропан-бутан горелок, рассчитанных для работы на ацетилене, следует брать наконечник, на два номера больший, и ввертывать в него мундштук, на один номер больший, а инжектор — на один номер меньший, чем при сварке металла той же толщины на ацетиленокислородной смеси.
Специальные наконечники. Для сварки в тяжелых условиях нагрева, например крупных чугунных отливок с подогревом, применяют специальные теплоустойчивые наконечники НАТ-5-6 и НАТ-5-7. В этих наконечниках мундштук и трубка снабжены теплоизоляционной прослойкой из асбеста, разведенного на воде или жидком стекле, и покрыты сверху кожухом из стали Х25Т. Они могут длительно работать без хлопков и обратных ударов. Для этих работ используют также обычные наконечники, снабженные дополнительной трубкой для подвода охлаждающего воздуха.
Безынжекторные горелки. В отличие от инжекторных в данных горелках сохраняется постоянный состав смеси в течение всего времени работы горелки, независимо от ее нагрева отраженной теплотой пламени. В, инжекторных же горелках нагрев мундштука и смесительной камеры ухудшает инжектирующее действие струи кислорода, вследствие чего поступление ацетилена уменьшается и смесь обогащается кислородом. Это приводит к хлопкам и обратным ударам пламени, — приходится прерывать сварку и охлаждать наконечник.
Безынжекторные горелки, в которых ацетилен и кислород поступают в смесительное устройство под равными давлениями, при нагревании не меняют состава смеси, поскольку при нагревании мундштука если и уменьшается поступление газов в горелку, то оно одинаково как для кислорода, так и для ацетилена. Следовательно, относительное содержание их в смеси, т. е. состав смеси, остается постоянным. На рис. 4, а показана схема безынжекторной горелки, на рис. 4, б — схема устройства для питания безынжекторной горелки ГАР (равного давления).кислородом и ацетиленом через постовой беспружинный регулятор ДКР (см. рис. 23). Горелка ГАР комплектуется семью наконечниками на расходы ацетилена 50—2800 дм3/ч. Каждый наконечник имеет смесительную камеру с двумя калиброванными отверстиями: центральным для кислорода и боковым для ацетилена.
Рис 4. Безынжекторная горелка
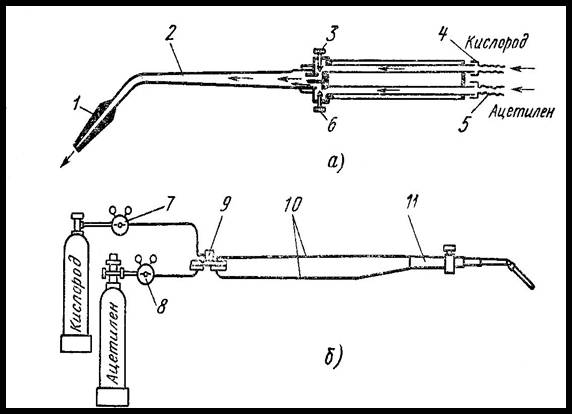
1 — мундштук; 2 — трубка наконечника; 3 — вентиль кислорода; 4 — ниппель кислорода; 5 — ниппель ацетилена; 6 — вентиль ацетилена; 7 — редуктор кислородный; 8 — редуктор ацетиленовый; 9 — регулятор ДКР; 10 — шланги; 11 — горелка ГАР
Камерно-вихревые горелки. Для некоторых процессов газопламенной обработки — нагрева, пайки, сварки пластмасс и т. п. не требуется высокой температуры ацетиленокислородного пламени. Для этих процессов можно использовать камерно-вихревые горелки, работающие на пропано-воздушной смеси. В этих горелках вместо мундштука имеется камера сгорания, в которую поступают пропан и воздух под давлением 0,05—0,2 МПа (0,5—2 кгс/см2). Пропан подается в камеру через центральный канал, а воздух, вызывающий также вихреобразование, поступает по многозаходной спирали, обеспечивающей «закрутку» газовой смеси в камере сгорания. Продукты сгорания выходят через концевое сопло камеры сгорания с большой скоростью, образуя пламя достаточно высокой температуры (1500—1600° С). Горелки позволяют получать пламя с температурой 350—1700° С.
Горелки специальные. К таким горелкам относятся, например, многопламенные для очистки металла от ржавчины и краски; газо-воздушные для пайки и нагрева, работающие на ацетилене газах заменителях; керосино кислородные для распыленного жидкого горючего; многопламенные кольцевые для газопрессовой сварки; для поверхностной закалки; для пламенной наплавки; для сварки термопластов и многие другие.
Принципы устройства и конструкции их во многом аналогичны используемым для сварочных горелок. Отличие состоит в основном; в тепловой мощности и размерах пламени или суммы пламен (при многопламенных горелках), а также размерах и форме мундштука. 2. Обосновать выбор технологии газовой сварки легированной стали З0ХГСА. При рассмотрении этого вопроса выявить связь выбранного режима (предварительного, сопутствующего и последующего подогрева) с составом стали, структурными изменениями в металле шва и зоне термического влияния. Результаты оформить в виде таблицы.
Газовая сварка характеризуется высокими значениями вводимой в изделие удельной энергии εи достигающими величин порядка 200—400 Дж/мм2, большей зоной теплового влияния, меньшей производительностью, чем дуговая сварка.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали; при ремонтной сварке литых изделий из чугуна, бронзы, алюминиевых сплавов; при монтажной сварке стыков трубопроводов малых и средних диаметров (до 100 мм) с толщиной стенки до 5 мм и фасонных частей к ним; при сварке узлов конструкций из тонкостенных труб; при сварке изделий из алюминия и его сплавов, меди, латуни и свинца; при наплавке латуни и бронзы на детали из стали и чугуна; при наплавке твердых и износоустойчивых сплавов, а также при сварке ковкого и высокопрочного чугуна с применением прутков из латуни и бронзы.
Газовой сваркой можно сваривать почти все металлы, используемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой. Простота оборудования, независимость от источника энергоснабжения, возможность широкого регулирования скорости нагрева и охлаждения металла при сварке позволяют применять этот процесс при ремонтных и монтажных работах. Сталь толщиной свыше 6 мм газовой сваркой соединяют редко.
Таблица 1.
Влияние примесей на свойства металла шва и около шовной зоны
|
Наименование, химический символ примеси |
В каком виде находится примесь в металле |
Взаимодействие с кислородом металла сварочной ванны, шлака, газа |
Дефекты сварной конструкции |
Причины образования трещин |
Допустимость (желательна \нежелательна) присутствия примеси в |
Максимально допустимое содержание примеси в % |
Характерные свойства основного металла при наличии данной примеси |
Свариваемость металла | ||||
|
В около шовной зоне |
В металле шва |
Холодных |
Горячих |
Основном металле |
Присадочной проволоке | |||||||
|
Включение окислов, непровар | ||||||||||||