История сверленияРефераты >> Технология >> История сверления
Сверло имеет: две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки.
Ленточка сверла - узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании. Угол наклона винтовой канавки v угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла (v=20-30 градусам). Угол наклона поперечной режущей кромки (перемычки) j - острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (j=50-55 градусам).
Угол режущей части (угол при вершине) 2 j - угол между главными режущими кромками при вершине сверла (2 j=118 градусам). Передний угол g - угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла.
По длине режущей кромки передний угол g является величиной переменной. Задний угол a - угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Задний угол сверла - величина переменная: a=8-14 градусов на периферии сверла и a=20-26 градусов - ближе к центру сверла.
Элементы спирального сверла:
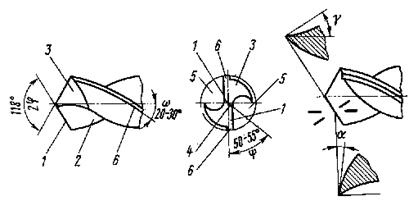
1 - режущая кромка, 2 - передняя поверхность, 3 - задняя поверхность, 4 - поперечная кромка, 5 - канавка, 6 - ленточка
Для сверления дерева, ДСП, мягких и твердых пластиков и металлов подойдет обыкновенное сверло из высокопрочной стали. Для камня, кирпича или бетона - твердосплавное сверло. У таких сверл на наконечнике напаяны пластины из твердых (тверже бетона и камня) сплавов. В качестве такового обычно используется победит - отсюда и название "победитовые сверла".
Победитовые сверла материал не режут, а крошат, поэтому для сверления стены подходят идеально, но для работы по дереву, пластику или стали не годятся. Такие сверла не режут дерево, а рвут его волокна - отверстие получается "лохматым", некрасивым и имеет больший диаметр, чем надо.
Для более твердых материалов (например, гранит) используются сверла с твердыми или средней твердости победитовыми пластинами, а для более мягких материалов (кирпич, мягкий бетон и т.п.) можно использовать сверла с мягкими или средней мягкости пластинами.
Обработка отверстий
Зенкерование. Зенкером обрабатывают отверстия, предварительно штампованные, литые или просверленные. Рисунок - а). Припуск под Зенкерование (после сверления) составляет 0,5-3 мм на сторону. Зенкер выбирают в зависимости от обрабатываемого материала, вида (сквозное, ступенчатое, глухое) и диаметра отверстия и заданной точности обработки.
Зенкер имеет три и более режущие кромки, поэтому при зенкеровании снимается более тонкая стружка и получаются более точные отверстия, чем при сверлении; он прочнее сверла, благодаря чему подача при зенкеровании в 2,5-3 раза превышает подачу при сверлении.
Зенкерование может быть как предварительной (перед развертыванием), так и окончательной операцией. Кроме обработки отверстий зенкеры применяются для обработки торцовых поверхностей. Для повышения точности зенкерования (особенно при обработке литых или штампованных глубоких отверстий) рекомендуется предварительно расточить (резцом) отверстие до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (>750 МПа) применяют зенкеры, оснащенные пластинами из твердого сплава. Скорость резания для зенкеров из быстрорежущей стали такая же, как и для сверл.
Скорость резания твердосплавных зенкеров в 2-3 раза больше, чем зенкеров из быстрорежущей стали. При обработке высокопрочных материалов и литья по корке скорость резания твердосплавных зенкеров следует уменьшать на 20-30%.
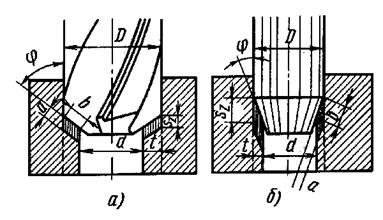
Развертывание. Для получения отверстий высокой точности и качества обрабатываемой поверхности применяют развертывание. Рисунок - б). Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому при развертывании снимается более тонкая стружка и получаются более точные отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают непосредственно после сверления.
Перед развертыванием отверстий большего диаметра их предварительно обрабатывают, а торец подрезают. Припуск под развертывание t=0,15-0,5 мм для черновых разверток и 0,05-0,25 мм для чистовых разверток. При работе чистовыми развертками на токарных и токарно-револьверных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки.
Для того чтобы обеспечить высокое качество обработки, сверление, зенкерование (или растачивание) и развертывание отверстия производят за одну установку заготовки в патроне станка. Подача при развертывании стальных деталей 0,5-2 мм/об, а при развертывании чугунных деталей 1-4 мм/об. Скорость резания при развертывании 6-16 м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше скорость резания при одинаковой подаче, а при увеличении подачи скорость резания снижают.
Обеспечение качества обработки при сверлении
Сверление отверстий с параллельными осями
В зависимости от характера производства одновременная обработка этих отверстий производится либо на многошпиндельных станках с регулируемым положением шпинделей, либо многошпиндельными головками, установленными на одно-шпиндельных станках или силовых головках агрегатного станка. При сверлении с применением многошпиндельных головок сверло направляется по кондукторным втулкам, устанавливаемым в кондукторе или в прижимной кондукторной плите. В последнем случае обрабатываемую деталь устанавливают на столе станка в приспособлении, которое ориентируется с многошпиндельной головкой при помощи направляющих колонок.
Сверление боковых отверстий
При обработке на многошпиндельных станках четырех и более отверстий, применение ручной подачи оказывается нерациональным, в виду увеличения осевых усилий и неравномерности подач. В связи с этим получили распространение специальные многопозиционные станки с пневмогидравлическим приводом. На таком станке возможна обработка деталей, имеющих радиально расположенные отверстия в различных по высоте плоскостях Переналадка станка заключается в смене кондуктора, зажимных цанг, сверл и установке сверлильных головок под соответствующим углом.
Быстрая переналадка, небольшие потери времени, совмещение машинного времени при сверлении дают возможность применять этот станок в условиях серийного и даже мелкосерийного производства.