Технология конструкционных материаловРефераты >> Технология >> Технология конструкционных материалов
Попутное фрезерование, как правило, используется при чистовом фрезеровании, так как в этом случае лучше условия врезания, изделие прижимается к столу, но требуются специальные устройства для выборки зазоров в механизме подачи стола.
|
|
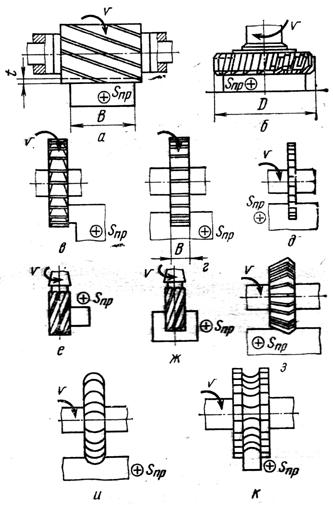
Рис. 6. Фрезы и схемы обработки поверхностей заготовок на фрезерных станках
РЕЖУЩИЙ ИНСТРУМЕНТ
Фрезы классифицируют по их технологическому назначению, положению оси относительно обрабатываемой поверхности заготовки, способу закрепления на станке, расположению зубьев относительно оси вращения фрезы, форме режущего лезвия.
Наиболее распространенные типы фрез и схемы обработки поверхностей заготовок на горизонтально- и вертикально-фрезерных станках показаны на рис. 6: цилиндрические (а); торцовые (б) для обработки плоскостей; дисковые (в-д); отрезные, прорезные для обработки уступов, пазов, разрезания; концевые фрезы (е, ж) для обработки уступов, плоскостей, пазов; угловые фрезы (з) для обработки канавок углового профиля; фасонные фрезы (и, к) для обработки фасонных поверхностей.
Элементы фрезы и геометрия ее режущих лезвий показаны на примере насадной прямозубой цилиндрической фрезы (рис. 7, а).
Фрезы изготавливают с остроконечными (рис. 7, б) и затылованными (рис. 7, в) зубьями. У последних спинка зуба — задняя поверхность — описывается по сложной кривой. Это делают для того, чтобы сохранить фасонный профиль режущих лезвий при последующих переточках фрезы. Переточку затылованных фрез проводят по передней поверхности. Однако в связи с тем, что износ зубьев фрез преобладает по задней поверхности, при переточках снимают значительный слой материала инструмента, что делает эти фрезы менее долговечными.
|
|
Рис. 7. Элементы и геометрия режущей части зуба цилиндрических фрез:
1 — отверстие со шпоночным пазом для закрепления фрезы на оправке; 2— зуб фрезы; 3—канавка; 4 — передняя поверхность;
5 — задняя поверхность; 6 — режущее лезвие; 7—шпоночный паз
ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные, станки разделяют на станки общего назначения и специальные. К фрезерным станкам общего назначения относят наиболее распространенные консольные, которые в свою очередь делят на горизонтально- и вертикально-фрезерные в зависимости от положения оси вращения шпинделя. Горизонтально-фрезерный станок называют универсальным, если продольный стол можно повернуть относительно вертикальной оси; его называют широкоуниверсальным, если он имеет дополнительную фрезерную головку, шпиндель которой можно установить под углом относительно вертикальной оси.
Универсальный горизонтально-фрезерный станок 6М82. Предназначен для фрезерования относительно небольших заготовок цилиндрическими, дисковыми, угловыми и
|
|
Рис. 8 (слева). Горизонтально-фрезерный станок модели 6М82
Рис. 9 (справа). Общий вид вертикально-фрезерного станка
и фасонными фрезами в единичном и серийном производстве. Наличие поворотного стола позволяет фрезеровать винтовые канавки и поверхности с помощью делительной головки.
Общий вид станка показан на рис. 8. На фундаментной плите 1 закреплена станина 2. Внутри станины расположен электродвигатель 3, который через коробку скоростей 4 передает главное вращательное движение шпинделю станка.
На вертикальных направляющих станины установлена консоль 10, которая может перемещаться в вертикальной плоскости и жестко закрепляться на направляющих.
|
|
На горизонтальных направляющих консоли установлены поперечные салазки 11, поворотная плита 9, а в направляющих поворотной плиты продольный стол 8. Привод подачи размещен в консоли и состоит из электродвигателя 12 и коробки подач 13.
Для поддержания свободного (правого) конца оправок служит подшипник подвески 5, которая установлена в направляющих хобота 6, закрепленного на верхней части станины.
Хобот поддерживается двумя кронштейнами 7, нижние концы которых связаны с консолью.
На рис. 9 показан общий вид вертикально-фрезерного станка.
К станкам общего назначения относят также бесконсольно-вертикальные фрезерные станки (рис. 10, а). Стол станка имеет два взаимно перпендикулярных направления движения, которые могут совершаться как с рабочей подачей, так и в
Рис. 10. Виды фрезерных станков:
а — бесконсольного вертикально-фрезерного;
б — продольно-фрезерного; в - карусельно-
фрезерного; г -- барабанно-фрезерного
режиме установочных быстрых ходов. Вертикальное перемещение совершает шпиндельная бабка и может поворачиваться в вертикальной плоскости для обработки наклонных плоскостей с поперечной подачей. Кроме того, шпиндель совершает осевое перемещение.
Эти станки более жесткие и производительные, чем консольные, однако они менее удобны в обслуживании.
На рис. 10, б показан продольно-фрезерный станок общего назначения. Стол монтируется на станине и имеет только продольное перемещение. Поперечное и вертикальное перемещения совершают шпиндельные бабки, расположенные на траверсе и на вертикальных стойках.
Эти станки предназначены для обработки плоскостей крупных заготовок. Наиболее распространенным видом обработки является работа с продольной подачей стола при неподвижных шпиндельных бабках. При этом можно обрабатывать заготовку одновременно с трех сторон. Шпиндели станка имеют индивидуальные приводы.
Предусматривается также и обработка неподвижной детали с подачей шпиндельных бабок по вертикальным направляющим стоек и горизонтальным направляющим траверсы.
Траверса имеет установочное перемещение в вертикальной плоскости. Во время работы она неподвижна.
На рис. 10, в, г показаны схемы карусельно-фрезерного и барабанно-фрезерного специальных станков. На этих станках торцовыми фрезами обрабатывают плоские поверхности заготовок в массовом и крупносерийном производстве.
Заготовки в специальных приспособлениях крепят на столе или барабане, которые медленно вращаются, совершая круговое движение подачи. Обычно в этих случаях совмещаются черновая и чистовая обработки. Высокая производительность станков обеспечивается их непрерывным действием, так как установка и снятие детали осуществляются без остановки станка.
ВИДЫ ФРЕЗЕРНЫХ РАБОТ
Горизонтальные плоские поверхности фрезеруют на горизонтально- и вертикально-фрезерных станках цилиндрическими и торцовыми фрезами.