Вертикально-сверлильный станокРефераты >> Технология >> Вертикально-сверлильный станок
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК С ПРОГРАММНЫМ УПРАВЛЕНИЕМ МОДЕЛИ 2Р135Ф2
1. Назначение и техническая характеристика станка
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и других операций в деталях типа крышек, фланцев, панелей, кронштейнов и т.п.
Наличие на станке револьверной головки для автоматической смены инструмента и крестового стола с программным управлением позволяет осуществлять координатную обработку деталей без предварительной разметки и без применения кондукторов.
Техническая характеристика приведена ниже:
Наибольший диаметр сверления в стали 45, мм 35
Наибольший диаметр нарезаемой резьбы в стали 45, мм . . . М24*3
Число шпинделей револьверной головки 6
Число частот вращения шпинделя . 12
Диапазон частоты вращения шпинделя, об/мин 31,5-1400
Наибольший крутящий момент, Н- м 200
Наибольшее усилие подачи, Н . 15 000
Конус конца шпинделя револьверной головки по СТ СЭВ
147-75 . Морзе №4
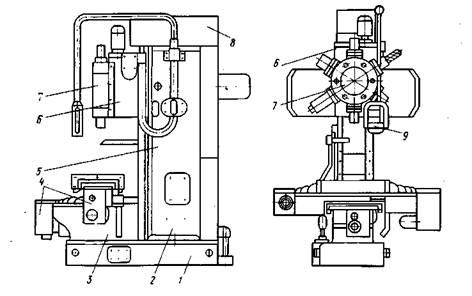
Рис. 1. Общий вид вертикально-сверлильного станка с ЧПУ модели 2Р135Ф2: 1 - основание; 2 - колонна; 3 - крестовый стол, 4 - редукторы крестового стола; 5 - коробка скоростей; 6 суппорт револьверной головки; 7 - револьверная головка; 8 редуктор механизма подач; 9 - пульт управления
Наибольшее расстояние от торца шпинделя до поверхности
стола, мм . 600
Наибольший ход суппорта, мм . 560
Число подач суппорта 18
Пределы подач суппорта, мм/мин 10-500
Скорость быстрого хода суппорта, м/мин 4
Время поворота револьверной головки, с:
из 1-й во 2-ю позицию . 3,2
из 1-й в 3-ю 4,6
из 1-й в 4-ю . 5,6
из 1-й в 5-ю . 7,0
из 1-й в 6-ю . 7,6
из 6-й в 6-ю 8,6
Размеры рабочей поверхности стола, мм 400x630
Скорость быстрого перемещения стола, м/мин 3,8
|
|
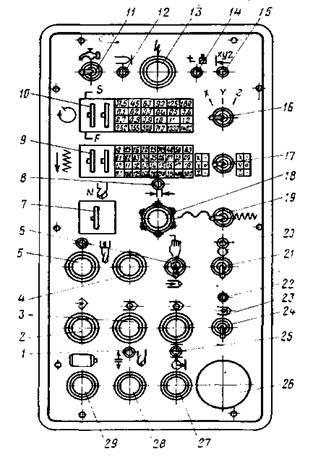
Рис. 2. Общий вид пульта с обозначением органов управления и символов: 1 - сигнальная лампа "Контроль выпрессовки инструмента"; 2 - кнопка "Ввод программы"; 3 - кнопка "Пуск программы"; 4 - кнопка "Вращение (пуск) шпинделя"; 5 -кнопка "Стоп шпинделя"; 6 -переключатель - "Выбор режимов работы (ручное управление или автоматический цикл)"; 7 переключатель "Выбор позиции револьверной головки"; 8 -сигнальная лампа "Фиксация револьверной головки"; 9 - переключатель "Выбор подачи суппорта револьверной головки"; 10 - переключатель "Выбор оборотов шпинделя"; 11–
переключатель охлаждения; 12 -сигнальная лампа "Конец программы"; 13 - сигнальная лампа "Станок включен в сеть"; 14 - сигнальная лампа "Смена комплекта инструмента в револьверной головке"; 15 - сигнальная лампа "Крайние положения"; 16 - тумблер "Выбор рабочей оси"; 17 - тумблер "Выбор направления перемещения рабочих органов станка"; 18 - кнопка "Поворот револьверной головки"; 19 - тумблер "Выбор скорости перемещения рабочих органов станка";-20 сигнальная лампа "Контроль резьбонарезания"; 21 - тумблер "Резьбонарезание"; 22 - сигнальная лампа "Предварительный стоп в цикле"; 23 - кнопка "Стоп программы"; 24 - тумблер "Технологическая остановка"; 25 - сигнальная лампа "Установка нуля"; 26 - кнопка "Аварийный стоп"; 27 кнопка "Установка нуля"; 28 - кнопка "Выпрессовка инструмента"; 29 кнопка "Пуск станка"
Скорость медленного перемещения стола, м/мин 0,05
Наибольший ход стола, мм:
поперечный 360
продольный . 560
Точность позиционирования стола, мм 0,05
Устройство ЧПУ . . позиционно-пря-
моугольное
модели 2П323
Число управляемых осей координат
(всего/одновременно)……………. 3/2
Дискретность отсчета по осям координат, мм 0,01
Наибольшая масса обрабатываемой детали на столе, кг . 200 Мощность электродвигателя привода главного движения,
кВт 4
На рис. 1 показан общий вид вертикально-сверлильного станка с ЧПУ модели 2Р135Ф2, а на рис. 2 — органы управления, расположенные на пульте управления.
2. Устройство станка
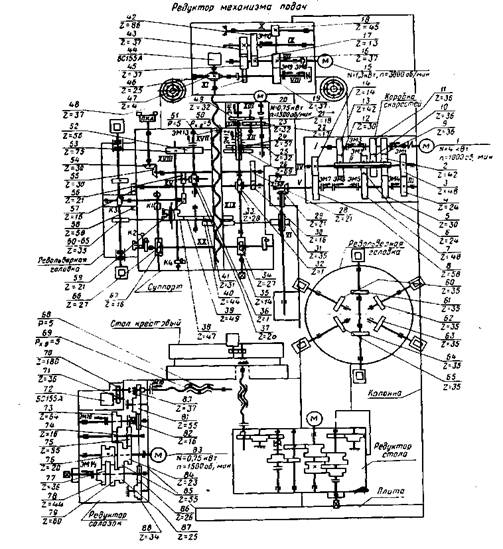
Механизм главного движения обеспечивает передачу вращательного движения от электродвигателя и регулировку частот вращения шпинделей револьверной головки, т.е. режущего инструмента. Он включает электродвигатель, коробку скоростей, шлицевой вал и суппорт револьверной головки (рис.3).
Вращение от индивидуального электродвигателя 1 мощностью N = 4 кВт с частотой вращения п = 1000 об/мин через упругую муфту передается ведущему валу / коробки скоростей, который несет на себе три зубчатых колеса 9, 11, 13, управляемые электромагнитными муфтами ЭМ1, ЭМ2 и ЭМЗ, поочередное включение которых позволяет передать на промежуточный вал // три различные частоты вращения (через зубчатые пары колес 9-2, 11-10 или 13-12).
Вал // выполнен в виде втулки, свободно сидящей на валу IV и имеет четыре зубчатых колеса 12, 6, 10, 2, два из которых (6 и 2) находятся в постоянном зацеплении с узорчатыми колесами 7 и 5 вала ///. Путем поочередного включения электромагнитных муфт ЭМ4 или ЭМ5 позволяет передать с вала // на вал /// две различные частоты вращения (через колеса 6-7 или 2-5)). Таким образом, вал /// может иметь шесть различных частот вращения. Включением электромагнитной муфты ЭМ6 осуществляется передача вращения с вала /// на выходной вал V коробки скоростей, обеспечивая верхний диапазон частот вращения шпинделей.
Шесть частот нижнего диапазона вращения шпинделей револьверной головки обеспечивается с помощью понижающей зубчатой передачи с вала /// на вал IV (через колеса 4 и 3) и с вала IV на вал V (через колеса 14 и 8 и управляемую электромагнитную муфту ЭМ 7). Такая конструкция привода для изменения частоты вращения с передачей через колеса 3/4 • 14/8 называется перебором.
Вращение с выходного вала V коробки скоростей через конические колеса 28 и 29 передается шлицевому валу VI и далее через колеса суппорта: с колеса 31 на колесо 40, с колеса 41 через колесо 39 на колесо 38, которое соединяется с одним из колес 60, 61, ., 65 шпинделей револьверной головки и сообщает последним вращательное движение.
Для рассматриваемого нами станка уравнение кинематической цепи главного движения
nэд · iк.с · iсуп = nшп , где п — частота вращения электродвигателя, об/мин; iкс — передаточное
|