Исследование стабильности параметров качества печати на листовой офсетной машинеРефераты >> Журналистика >> Исследование стабильности параметров качества печати на листовой офсетной машине

Рис. 1.10 Схема образования основных и дополнительных цветов при субтрактивном синтезе реальных триадных красок.
Из различных вариантов парных (бинарных) наложений печатных красок на рисунке 1.10приведены две схемы образования зеленого цвета при меняющемся порядке наложения желтой и голубой красок. Если желтая краска печатается после голубой, то зеленый цвет образуется за счет пропускания этого излучения (с частичным поглощением) обеими красками и за счет светорассеяния зеленого излучения верхней желтой краской. Но так как желтая краска рассеивает свет еще и в красной зоне спектра, это вызывает некоторое «потепление» зеленого цвета.
В практике многокрасочного репродукционного процесса принято говорить не о «холодных» и «теплых» цветах, а о загрязненности каждой краски. Однако понятие загрязненности красок связано только с их поглощающей способностью и не затрагивает влияния светорассеяния. А оно, влияя на цветовую характеристику однослойных красок, особенно сказывается на цвете многослойных систем при различном порядке наложения красок. Это находит подтверждение при рассмотрении схемы образования цвета бинара, состоящего из желтой и голубой красок.
При печатании голубой краской после желтой результирующий цвет будет отличаться от цвета бинара, полученного при ином расположении этих красок. В рассматриваемом бинаре рассеянные желтой краской зеленое и красное излучения в значительной части поглотятся голубой краской. В результате зеленый цвет бинара не получит дополнительного красного излучения, вследствие чего цвет становится более чистым. Точнее, он становится более выраженным, так как под чистотой цвета понимается отношение общей хроматической части цвета к ее сумме с ахроматической долей.
На основании выявленных особенностей триадных красок можно сказать, что каждая из них характеризуется поглощающей способностью по всем зонам спектра и светорассеянием в отдельных зонах. С увеличением толщины слоя краски эти оптические показатели определяют характер изменения спектрального коэффициента отражения (рис 1.11).
Из рисунка 1.11 следует, что при отсутствии светорассеяния коэффициент отражения с увеличением толщины слоя краски уменьшается, стремясь принять нулевое значение. Если связь спектрального коэффициента отражения pλ с толщиной слоя краски h экспоненциальна, то для зоны поглощения применим закон Бугера - Ламберта - Бера, запись которого после учета двойного прохождения излучения в слое краски (до подложки и от нее) и коэффициента отражения бумаги рδλ будет иметь следующий вид:
pλ = pδλl-2hαλc (1.11)
где с - концентрация пигмента в краске; αλ- коэффициент поглощения. Очевидно, что при h->∞ правая часть обратится в нуль и рλ также будет равно нулю.
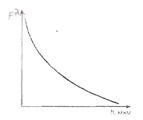
Рис. 1.11 Зависимость спектрального коэффициента отражения рλ (в зоне поглощения) от толщины слоя краски h.
Согласно рисунку 1.12, спектральный коэффициент отражения pλ является суммой двух коэффициентов отражения, один из которых - р'λ определяется поглощающей способностью краски, а второй – p0λ ее рассеивающей способностью. С ростом толщины слоя краски p'λ уменьшается, а р0λ., наоборот, возрастает и при некоторой толщине слоя краски принимает постоянное значение, равное p∞λ. Эта величина не меняется при дальнейшем увеличении толщины слоя краски. Таким образом, пределом суммарного коэффициента отражения является р∞λ. [22]

Рис. 1.12Зависимость спектральных коэффициентов отражения от толщины слоя краски h.
1.5.4 Приводка
Несовмещение – это самый очевидный тип брака, понятный даже неспециалистам. Нас же, как специалистов, будет интересовать детальный характер несовмещения. Начать расследование нужно с проверки пленок: хотя современные фотовыводные устройства совершенствуются едва ли не каждый месяц, но все-таки вывод деформированных пленок иногда случается. Этап копирования на офсетные формы можно исключить сразу, так как засветка производится контактным способом, и здесь геометрические искажения возникнуть не могут. Итак, если с пленками все в порядке, переходим к исследованию печатного процесса [23].
1.5.4.1 Несовмещение между прогонами
Как правило, печать выполняется в несколько прогонов. Если не совмещены оттиски двух прогонов, для выявления причины нужно обратить внимание на то, как распределены сдвиги между приводочными метками по полю листа и в пределах всей тиражной стопы. По этим сдвигам можно сделать некоторые выводы о возможных причинах брака.
а) В пределах стопы кресты “прыгают” случайным образом: один лист может быть совмещен хорошо, а следующий – со сдвигом или перекосом.
Технологические причины:
Наиболее вероятная из технологических причин – неровная подрезка бумаги. Нужно проверить, соблюден ли прямой угол, одинаковы ли размеры всех листов в стопе и нет ли заусенцев на кромках.
Другая причина из этой же группы – слипшиеся листы на самонакладе. Такие листы будут подаваться вакуумной головкой с перекосами, что приведет к сбоям механизма равнения листа. Листы могут слипнуться из-за слишком толстого слоя краски на предыдущем прогоне или недостаточного просушивания стопы. Но даже незапечатанные листы нередко слипаются из-за электростатики – в этом случае броски могут появиться уже при первом прогоне, а на втором прогоне уже ничего исправить нельзя. Сильный статический заряд бумаги наблюдается при низкой влажности (ниже 30-40%). При этом электропроводность бумаги очень низка, и заряд, образующийся при трении одного листа о другой, не стекает на окружающие предметы, а накапливается в стопе. Правильная технология предполагает контроль влажности в цеху, поддержание ее в пределах 40-60% и обязательную акклиматизацию бумаги – вылеживание ее в цеху в распакованном виде не меньше суток, чтобы она набрала температуру и влажность окружающего воздуха.
Механические причины:
Механизм равнения листов – один из самых тонких в настройке узлов на любой машине. Лист во время выравнивания испытывает большие динамические нагрузки: сначала резкая остановка у передних упоров, затем боковое движение под действием ролика, тянущего лист за угол, затем снова резкое ускорение форгрейфером. Малейшая несогласованность моментов срабатывания этих механизмов приводит к броскам. Например, если ролик тянущего автомата бокового равнения отпускает лист чуть позже, чем его начинает тянуть форгрейфер, будут наблюдаться случайные перекосы листа.
Не меньшее влияние на совмещение оказывает состояние клапанов (захватов) форгрейфера, передаточного и печатного цилиндров. Если в момент передачи листа из одних клапанов в другие он в течение некоторого времени не будет надежно удерживаться захватами, он также будет смещаться случайным образом. Необходимо регулярно проверять не только регулировки моментов открывания-закрывания и силы прижима, но и степень износа площадок.