Керамика. Её виды и применение в строительствеРефераты >> Строительство >> Керамика. Её виды и применение в строительстве
Отпрессованное изделие при удалении из формы упруго расширяется. Упругое расширение объясняется расширением воздуха, упругими деформациями частиц, расклинивающим действием связки, возвращающейся в межчастичные промежутки. Продольное (в направлении сжатия) расширение составляет 1-8%, поперечное 1.25-0.1продольного. Упругое расширение уменьшает плотность, приводит к возникновению внутренних напряжений и даже трещин.
Полусухое статическое прессование. Производится из порошкообразной массы в стальных пресс-формах на гидравлических прессах. Давление прессования от 30 до 150 мн/м2 (300-1500 кгс/см2). Для уменьшения давления прессования в порошкообразную массу вводят органический пластификатор (связку). Для получения равномерной плотности по высоте применяют двустороннее прессование (рис. 4).
РИС. 4
Двустороннее прессование.
1-верхний пуансон,2-матрица,3-нижний пуансон.
Спрессованные заготовки практически не изменяют своих размеров (усадка составляет 1-2%); они имеют незначительную влажность и обжигают их часто без предварительной сушки.
Полусухим прессованием изготовляют заготовки плоской формы с небольшими выступами и углублениями (ламповые панели, платы, гребенки, втулки и др.).
Мокрое прессование в магнитном поле обычно используют для изготовления анизотропных постоянных магнитов из магнитотвердых ферритов. Сущность процесса заключается в уплотнении частиц порошка под действием внешних сил и ориентации ферромагнитов в определенном направлении под действием внешнего магнитного поля. Магнитное поле создается катушкой с протекающим по ней постоянным электрическим током. Внутри катушки располагается пресс-форма, верхний и нижний пуансоны которой изготовлены из магнитной стали, что позволяет им вместе с ферритовой прессуемой массой образовывать замкнутую магнитную цепь. А матрицу изготавливают из немагнитного материала.
Прессуемый материал - это водная эмульсия порошков феррита. Приготовляемая перемешиванием твердой и жидкой фазы в шаровых или в вибрационных мельницах, загружается определенными объемами в пресс-форму, где частицы феррита ориентируются вдоль магнитно-силовых линий. Затем прилагается давление, вода при этом фильтруется стенками матрицы пресс-формы, которая изготовляется из пористого материала или немагнитного металла с отверстиями. Пластификатором в этом случае является поливиниловый спирт или метилцеллюлоза.
Разновидностями мокрого прессования являются сырое прессование, мундштучное выдавливание, прессформование.
Сырое прессование применяют для изготовления в массовом производстве заготовок самой различной конфигурации, в том числе и самых сложных: длинных трубчатых каркасов, катушек с резьбой на поверхности (наружной и внутренней).
Сырым прессованием (штамповкой) изготовляют изделия из керамических масс, полученных из сухих “коржей” увлажненных водой и связкой до 20-25% влажности после помола на вибромельницах. Штамповка выполняется в стальных прессформах на рычажных, винтовых или фрикционных прессах.
Давление формования 5-8 Мн/м2 (50-80 кгс/см2).
Недостатком способа является высокая усадка после обжига (12-18%). Размеры деталей после обжига не являются стабильными. Изделия имеют значительную пористость и как следствие этого пониженную механическую и электрическую прочность.
Протягивание через мундштук - распространенный способ формирования различных изделий из пластичной керамической вакуумированной массы: стержней, трубок и цилиндров различных сечений, часто используемых в качестве заготовок для дальнейшего формирования механическим путем более сложных изделий.
Керамическую массу для протяжки приготовляют из порошка, в который добавляют до 15-18% воды со связкой. Получают при этом тестообразную массу. Заложенная в цилиндр 2 (рис.5) вакуумированная масса 4 выдавливается со скоростью до 0.016-0.05 м/с через мундштук 5 с помощью механических, винтовых или гидравлических прессов. Процесс характерен своей непрерывностью. Обычно стержни или трубки длинной 250-300 мм отрезают струнным резаком; при такой длине удобно принимать их из-под пресса и укладывать в технологическую тару.
1-основание,2-загрузочная камера,3-поршень,4-выдавливаемый материал,5-матри-ца,6-выдавленное изделие,7-рассекатель,8-стержень.
Керамические трубки для трубчатых конденсаторов постоянной емкости и стержни - основания резисторов изготовляют только таким путем.
Изготовление изделий прессформованием имеет меньшее распространение и выполняется в гипсовых или стальных прессформах. Заготовка из пластичной массы влажностью 18-20% подпрессовывается в пресс-форме и затем в той же пресс-форме обрабатывается вращающимся шаблоном внутренняя поверхность изделия, внешняя поверхность изделия формируется стенками прecc-формы. Этим способом изготовляют изделия с внутренней поверхностью типа тела вращения: конуса, толстостенного цилиндра и др. Формование изделия выполняется на специальных станках, позволяющих вращать шаблон или пресс-форму при неподвижных соответственно пресс-форме или шаблоне. После предварительной подсушки (провяливания) горячим воздухом в специальных камерах изделие можно подвергать механической обработке на металлорежущих станках: токарных, фрезерных, сверлильных.
Гидростатическое прессование обеспечивает равномерное давление на пресс-порошок по всей длине, что позволяет получать изделие с однородной по всей длине плотностью. Этот способ применяют для изготовления изделий с большим отношением высоты к диаметру (толщине стенки). Схема установки для гидростатического прессования изделия трубчатого сечения представлена на рис.6.
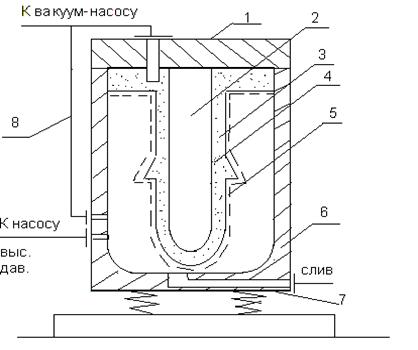
РИС.6
1-крышка,2-стержень,3-эластичная оболочка,4-зона засыпки пресс-порошка,5-кар-кас-ограничитель,6-камера,7-вибрационная площадка,8-трубы к вакуумному насосу.
Пресс-порошок загружают в рабочую полость между эластичной оболочкой 3 и стержнем 2. Воздух из камеры прессования 6 и эластичной оболочки 3 откачивают по трубам 8 вакуумным насосом. Для равномерного распределения порошка по зоне прессования применяют вибрацию установки. Для ограничения растяжения эластичной оболочки 3 в установке предусмотрен каркас-ограничитель 5, содержащий отверстия, через которые передается давление жидкости (воды) на эластичную оболочку под высоким давлением ( около 400 МН/м2) подается в камеру 6. После прессования снимают давление, сливают воду, открывают крышку 1 и вынимают с сердечником 2 изделие. Изделие снимают с сердечника. Для генерации виброколебаний используют пневматические, электромагнитные и механические вибраторы.
Недостатки гидростатического прессования: невысокая производительность, сравнительно низкое качество поверхности изделия отформованной эластичной оболочкой, сложность процесса подготовки к прессованию.
Горячее прессование. Горячее прессование сочетает в себе 2 операции: прессование и спекание. Это позволяет получать новые свойства у изделий. Причем качественные изделия получают при значительно меньших давлениях и температуре (по сравнению с другими способами прессования.).