Сварочные операцииРефераты >> Строительство >> Сварочные операции
План
Преимущество сварки
Ручная дуговая сварка
Технологический процесс выполнения сварочных работ по изготовлению ручной дуговой сваркой металлического ящика под раствор
Внутреннее напряжение и деформация
Виды деформаций при сварке
Основные мероприятия по уменьшению деформаций и напряжений при сварке
Возможные дефекты сварных швов и методы их устранения
Контроль качества сварных швов изделия
Правила и требования по охране труда и безопасности при выполнении сварочных работ
Используемая литература
Преимущество сварки
Сварка - производственная операция получения неразъемного соединения посредством установления межатомных связей между соединяемыми частями при их нагревании или пластическом деформирование.
Задача соединения различных металлов и сплавов стоит перед человечеством очень давно. В процессе развития научной мысли удалось достигнуть многого в этом направлении. Это экономичность и прочность - вот главные преимущества, которые позволили сварке найти широкое признание во всех областях народного хозяйства. Сейчас можно сваривать металлы от нескольких микрон до нескольких сантиметров. Такими же достоинствами обладает и сварка металлов на основе использования электрической дуги. Но чем больше на первое место выходят такие перспективные направления, как лазерная, плазменная, электронно-лучевая сварка не следует забывать о ручной сварке. Это монтаж по возведению небольшого дачного домика, коттеджа, дворовых сооружений, хозяйственных построек, т.е. всех работ, где задействован небольшой рабочий контингент при ограниченном объеме работ. Даже средства малой механизации не могут быть задействованы из-за труднодоступности отдельных мест в жилище, где надо провести строительные работы. Только при использовании ручной дуговой сварки можно выполнить все эти работы. При изготовлении сварных конструкций применяют стыковые соединения, при изготовлении клепаных - нахлесточные. Благодаря этому экономия металла, например, при сварке строительных конструкций (фермы, колонны, балки) составляет около 20%. Сокращение расхода металла снижает стоимость сварных изделий. Стоимость их снижается также за счет сокращения трудоемкости на 5 - 30% против трудоемкости изготовления клепаных изделий.
Ручная дуговая сварка
Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата.
Для этой сварки чаще всего используется специально покрытый флюсом электрод. Сварка проводится на постоянном токе прямой или обратной полярности и переменном токе.
Металлический ящик под раствор (рисунок)
Металлический ящик под раствор
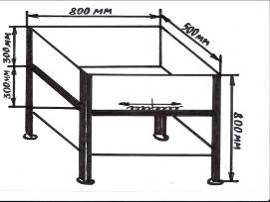
Сталь листовая толщина 3 мм
Уголок 40 х 40 х 3 мм
Проножка из круглой арматуры 10мм
Способ сварки: от середины.
В углах прихватки не делаются
сварка шов сварный деформация
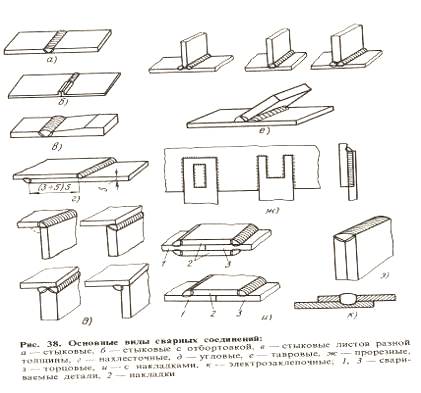
Основные виды сварных соединений
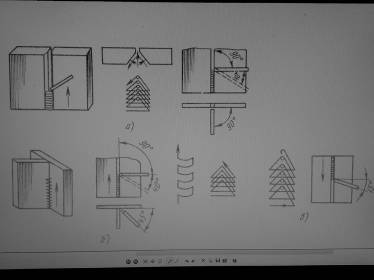
Положение и движения электрода при сварке в вертикальном положении
а - стыковые швы со скосом кромок, б - угловые швы, в - сварка в направлении сверху вниз.
Выбор оборудования с указанием основных параметров (подбор сварочных электродов, металла, вспомогательного оборудования)
Сварка металлического ящика проходила сварочным аппаратом Minarc.
Питание от источника 230В однофазного тока, номинальная мощность 150А, можно работать с электрокабелями длиной до 50м.
При сварке использовались стальные электроды УОНИ - 13/45 О 3мм
Стальной покрытый электрод представляет собой определенных размеров стержень, на поверхности которого опрессовкой или окунанием нанесено специальное покрытие.
При выборе марки электрода для сварки конструкций в монтажных условиях следует учитывать трудность поддержания постоянной длины дуги, что может привести к образованию пор в швах. Электроды с основным покрытием очень чувствительны к изменению длины дуги. Поэтому при сварке следует применять электроды с рутиловым или с рутилоосновным покрытиями.
Ящик под раствор изготавливается из листовой стали толщиной 3мм.
Применялась струбцина для удержания уголков при сварке.
При выполнении электродуговой сварки необходим следующий инструмент: стальная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остатка шлака; молоток - шлакоотделитель для удаления шлаковой корки, особенно с угловых швов; зубило; набор шаблонов для проверки размеров швов; метр, отвес, стальная линейка; угольник; чертилка, а также ящик для хранения и переноски инструмента, защитные приспособления.


а) б)
Инструменты для зачистки шва и свариваемых кромок:
а - молоток-шлакоотделитель, б – щетка
Инструменты: а - угольник; б - рулетка
Организация сварочного поста
Сварочный пост - рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочносварочными приспособлениями и инструментом, щитком или маской.
Сварочные посты в зависимости от рода применяемого тока и типа дуги делят на следующие виды:
постоянного тока с питанием от однопостового или много постового сварочного преобразователя;
переменного тока с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвижными.
Передвижные посты применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источника питания дуги от дождя и снега служат навесы.
Сварка металлического ящика под раствор проводится на стационарном сварочном посту.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. В кабине обычно помещают однопостовой сварочный трансформатор или сварочный выпрямитель. Вращающийся преобразователь постоянного тока создает при работе сильный шум, поэтому его лучше размещать за пределами кабины. При питании сварочных постов от многопостовых преобразователей постоянного тока и выпрямителей сварочный ток разводят по кабинам проводами или шинами. В кабине устанавливается рубильник или магнитный пускатель для включения источника тока. На рабочем столе располагаются специальные приспособления для сборки и зажатия свариваемых деталей, а также ящика для штучных электродов и инструмента. На стенке кабины подвешивают сушильный шкаф для прокалки электродов.