Производство стали
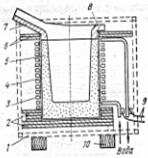
Рисунок 9 Схема индукционной печи
1 – каркас; 2 – подовая плита; 3 – водоохлаждаемый индуктор; 4 – изоляционный слой; 5 – тигель; 6 – абсоцементная плита; 7 – сливной носок; 8 – воротник; 9 – гибкий токоподвод; 10 – опорные брусья
Индукционная печь состоит из огнеупорного тигля, помещенного в индуктор. Индуктор представляет собой соленоид, выполненный из медной водоохлаждаемой трубки. Ток к индуктору подается гибкими кабелями. Воду для охлаждения подводят резиновыми шлангами. Вся печь заключена в металлический кожух. Сверху тигель закрывается сводом. Для слива металла печь может наклоняться в сторону сливного носка.
Тигель печи изготавливается набивкой или выкладывается кирпичом. Для набивки используют молотые огнеупорные материалы - основные (магнезит) или кислые (кварцит).
Поскольку плавка в индукционной печи происходит очень быстро, шихта для нее используется, как правило, из высококачественного металлолома известного состава. Перед плавкой происходит точный расчет шихты по содержанию углерода, серы и фосфора, а также легирующих элементов. Шихту загружают в тигель таким образом, чтобы она плотно заполняла весь объем тигля. После загрузки шихты включают ток на полную мощность. По мере проплавления шихты загружают оставшуюся часть. Затем на поверхность металла загружают шлакообразующую смесь, состоящую из извести, магнезитового порошка и плавикового шпата. В процессе плавки шлак раскисляют добавками порошка кокса и молотого раскислителя. По ходу плавки добавляют легирующие материалы. Металл раскисляют кусковыми ферросплавами и в конце плавки алюминием.
В индукционных печах выплавляют, как правило, стали и сплавы сложного химического состава.
![]()
Разливка стали
Разливка стали в слитки.
Из сталеплавильного агрегата сталь выпускается в сталеразливочный ковш, предназначенный для кратковременного хранения и разливки стали. Сталеразливочный ковш (рис ) имеет форму усеченного конуса с большим основанием вверху. Ковш имеет сварной кожух, изнутри футеруется огнеупорным шамотным кирпичом. Перемещают ковш с помощью мостового крана или на специальной железнодорожной тележке.
Сталь из ковша разливают через один или два стакана, расположенных в днище ковша. Отверстие закрывают или открывают изнутри огнеупорной пробкой при помощи стопора.
Емкость сталеразливочных ковшей достигает 480 т.
В сталеплавильных цехах сталь из ковша разливают либо в изложницы, либо на машинах непрерывной разливки.
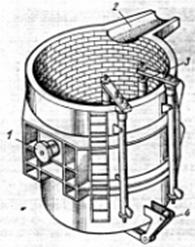
Рисунок 10 Общий вид сталеразливочного ковша:
1 – цапфа; 2 – носок для слива шлака 3 – стопор; 4 – скоба для кантования ковша
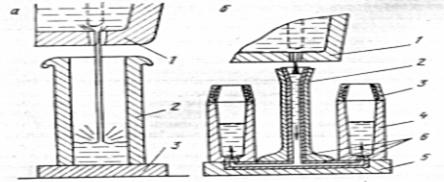
Рисунок 11 Схема разливки стали по изложницам
A – разливка сверху: 1 – сталеразливочный ковш; 2 – изложница; 3 – поддон;
Б – разливка сифоном: 1 – сталеразливочный ковш; 2 – центровая трубка; 3 – прибыльная надставка; 4 – изложница; 5 – поддон; 6 – сифонные трубки
Пути повышения качества стали
Непрерывное развитие техники представляет все более высокие требования к качеству стали.
Многочисленные способы получения металлов высокого качества могут быть условно разделены на три группы:
· Обработка жидкого металла вне сталеплавильного агрегата
· Выплавка стали в вакууме
· Специальные способы электроплавки металлов
Обработка жидкого металла вне сталеплавильного агрегата.
При внепечной обработке металл, выплавленный в обычном сталеплавильном агрегате (мартеновской печи, конвертере или электропечи), подвергается внешнему воздействию в сталеразливочном ковше. Основной целью внепечной обработки жидкой стали в ковше является снижение содержания растворенных в металле газов, неметаллических включений и серы.
В настоящее время нет такого способа обработки жидкой стали в ковше, который позволил бы одновременно значительно снизить в металле содержание неметаллических включений, серы и газов. Поэтому в зависимости от поставленной задачи применяется тот или иной способ внепечной обработки металлов.
Обработка металлов в ковше синтетическим шлаком приводит к снижению в стали серы, неметаллических включений и кислорода. Сущность метода заключается в том, что металл выпускают из печи в ковш, частично заполненный жидким шлаком (4 - 5 % от массы металла), который предварительно выплавляют в специальном агрегате. Жидкий шлак и металл интенсивно перемешиваются. Сера, кислород и неметаллические включения переходят из металла в шлак. При обработке металла синтетическим шлаком важную роль играет его состав и физико-химические свойства. Шлак должен иметь низкие температуру плавления и вязкость, а также обладать высокой основностью и низкой окисленностью. Этим требованиям отвечают известково-глиноземистые шлаки, содержащие 50 - 55 % СаО, 38 - 42 % Al2O3, 1,5 - 4 % SiO2, 0,15 - 0,5 % FeO. Шлаки такого состава обладают высокой рафинирующей способностью.
Повышение качества стали, обработанной синтетическим шлаком, компенсируют затраты, связанные с выплавкой такого шлака.
Продувка металла в ковше порошкообразными материалами является одним из современных способов повышения качества стали и производительности сталеплавильных агрегатов.
Жидкий металл в потоке инертного газа (аргона) через фурму вводят измельченные десульфураторы и раскислители. В результате такой обработки можно получить металл с содержанием серы и кислорода менее 0,005 % каждого.
Обработка жидкой стали аргоном в ковше является наиболее простым способом повышения качества металла. Аргон вдувают в жидкую сталь через пористые и огнеупорные пробки, которые устанавливают в днище ковша. Аргон не растворяется в жидкой стали, поэтому при продувке металла аргоном в объеме жидкой стали образуется большое количество пузырей, которые интенсивно перемешивают металл и выносят на его поверхность неметаллические включения. Кроме того, водород и азот, растворенные в стали, переходят в пузыри аргона и вместе с ним покидают жидкий металл, т. е. происходит дегазация стали.
Внепечная обработка жидкой стали вакуумом в промышленных масштабах стала применятся сначала 50-х годов.
Существует большое количество методов вакуумной обработки стали. Некоторые принципиальные схемы приведены ниже:

Рисунок 12
Наиболее простым способом является вакуумирование стали в ковше (а). В этом случае ковш с жидким металлом помещают в герметичную камеру, из которой откачивают воздух. При снижении давления в камере металл закипает вследствие бурного выделения из металлов газов. После дегазации металла камеру разгерметизируют, а ковш с вакуумированной отправляют на разливку.
Ковшевое вакуумирование неэффективно при обработке полностью раскисленной стали и больших масс металла. В этом случае вследствие слабого развитии реакции C + O = CO металл кипит вяло. Для улучшении дегазации стали вакуумную обработку металлов в ковше совмещают с продувкой его аргоном и электромагнитным перемешиванием. Обычно дегазацию металла в ковше проводят в течении 10 - 15 мин. Более длительная обработка приводит к значительному снижению температуры металла.