Гальваническое покрытие хромом
3.3 ВЫБОР ОБОРУДОВАНИЯ
3.3.1 Темп выхода подвесок рассчитываем по формуле

Где ![]() - эффективный фонд рабочего времени.
- эффективный фонд рабочего времени.
![]() - число подвесок в загрузке.
- число подвесок в загрузке.
![]() - общая площадь деталей.
- общая площадь деталей.
3.3.2 Количество ванн хромирования
![]()
Где τ1 – длительность поцесса, мин.
Т – Темп выхода загрузочного приспособления, мин.
Принимаем n =9 (ванн хромирования).
Коэффициент загрузки ванн:
Где n, na – расчетное и принятое количество ванн.
В остальных процессах длительность каждой операции ниже Т, поэтому принимаем по одной ванне.
3.3.3 Рассчитаем кол-во операторов
![]()
Где ![]() = кол-во позиций в линии (18)
= кол-во позиций в линии (18)
k = коэффициент учитывающий обратные и холостые ходы оператора (к=1,5-2,5)
τ2 – время обслуживания оператором одной ванны.
Передвижение подвески из одной ванны в другую включает: вертикальный подъем τв, время выстоя τвыст=5-6сек., горизонтальное перемещение τг, время остановки τост=2сек., Снова вертикальное перемещение τв, время остановки τост=2сек.:
τ2= τв+ τвыст+ τг+ τост+ τв+ τост
Для тельферных автооператоров
Wг – скорость гор. перемещения равно 17-18 м/мин.
Wв - скорость верт. перемещения равно 8 м/мин.
l – расстояние между ваннами равно 1,1 м.
H – высота подъема приспособления равно 2м.
τв = H/ Wв=2/8=0.25мин.
τг = l/ Wг=1,1/17=0,065мин.
τ2 = 0,25+6/60+0,065+2/60+0,25+2/60=0,73мин.
![]()
Принимаем 4 автооператора.
Общее время на обработку одной загрузки деталей:
τ=τ1+τ2=51,41+0,73=52,14мин.
Количество загрузочных приспособлений на линии:
![]()
Принимаем 8 загрузочных приспособлений.
4. Конструктивный расчет
4.1 РАЗМЕР ВАННЫ
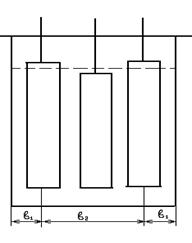
Длина ванны:
![]()
Где ![]() - длина подвески, мм. (1250)
- длина подвески, мм. (1250)
![]() - расстояние между стенкой о подвеской, мм. (150)
- расстояние между стенкой о подвеской, мм. (150)
![]() - расстояние между подвесками, мм.
- расстояние между подвесками, мм.
![]() мм.
мм.
Принимаем длину ванны 1600мм.
Ширина ванны (внутренняя)
Ввн = 2b1 +b2 =2*100+600=800мм.
Где b1 =100мм. – расстояние между осями анодных штанг до стенки.
b2 = 600мм. – расстояние между осями анодных штанг.
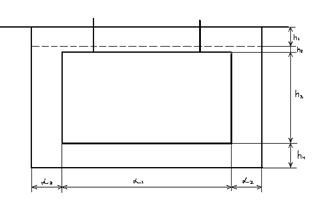
Высота ванны
Определим внутреннюю высоту ванны:
Нвн = h1+h2+h3+h4 =150+50+800+200=1200мм.
Где h1 – 150мм – расстояние от уровня Эл-та до верхнего края ванны.
h2 -20мм. – высота уровня эл-та над подвеской.
h3 – 800мм. – высота подвески.
h4 – 200мм. – расстояние от дна ванны до нижнего края подвески.
Принимаем высоту ванны 1250мм.
Толщина стенок зависит от материала ванны и изоляции. Ванны футерованы кислотостойким пластикатом толщиной 5 мм. Корпус ванны стальной толщиной Ст3, 5мм.
Согласно ГОСТу 23738-79 принимаем размер ванны для промывки и химической обработки 1600*800*1250 мм.
Определим объем эл-та в ваннах хромирования и обезжиривания.
![]() л. =1,4м (куб.)
л. =1,4м (куб.)
4.2 РАСЧЕТ ГАБАРИТОВ ЛИНИИ
Определим длину линии
 ,
,
где n – число ванн одного типоразмера,
![]() - ширина ванн, мм. (800мм. – для токовых ванн, 630мм. – для бестоковых ванн),
- ширина ванн, мм. (800мм. – для токовых ванн, 630мм. – для бестоковых ванн),
![]() - ширина сушильной камеры, мм. (630мм.)
- ширина сушильной камеры, мм. (630мм.)
![]() - ширина загрузочно-разгрузочной стойки, мм. (600мм.),
- ширина загрузочно-разгрузочной стойки, мм. (600мм.),
Δ![]() - зазор между сушильной камерой и загрузочно-разгрузочной стойкой (1000мм.),
- зазор между сушильной камерой и загрузочно-разгрузочной стойкой (1000мм.),
![]() - кол-во ванн без бортовых отсосов,
- кол-во ванн без бортовых отсосов,
Δ ![]() - зазор между стенками ванн без бортовых отсосов,
- зазор между стенками ванн без бортовых отсосов,
![]() - кол-во односторонних бортовых отсосов,
- кол-во односторонних бортовых отсосов,
Δ![]() -зазор между стенками ванн с односторонним бортовым отсосом, мм. (290мм.)
-зазор между стенками ванн с односторонним бортовым отсосом, мм. (290мм.)
![]() - кол-во двусторонних бортовых отсосов,
- кол-во двусторонних бортовых отсосов,
Δ![]() -зазор между стенками ванн с двусторонним бортовым отсосом (390мм.)
-зазор между стенками ванн с двусторонним бортовым отсосом (390мм.)
![]() - ширина одностороннего бортового отсоса, мм. (212мм.)
- ширина одностороннего бортового отсоса, мм. (212мм.)
![]()
Определение ширины линии
Вл = ![]() +В1+В2
+В1+В2
где ![]() - внутр. длина ванны, мм. (1600мм.)
- внутр. длина ванны, мм. (1600мм.)
В1 – Расстояние от внутр. части стенки ванны до наружной плоскости опорной стойки. Принимаем для подвесочных автооператоров 655мм.
В2 - Расстояние от внутр.стенки ванны до наружной плоскости площадки обслуживания, 1165мм.
Вл = 1600+655+1165=3420мм.
4.3 ВЫСОТА ЛИНИИ
Высота линии Н принимается в зависимости от внутренней высоты ванн и способа обработки изделий (линию обслуживает подвесной автооператор).
Для Н ванн – 1250 мм. И подвесного автооператора высота линии принимается 4700мм.
5. Материальный расчет
5.1 РАСХОД ХИМИКАТОВ ДЛЯ ПЕРВОНАЧАЛЬНОЙ ЗАГРУЗКИ ОБОРУДОВАНИЯ
![]()
Где с – концентрайия компонента в ванне г/л.
V – объем электролита, л.
В – количество одноименных ванн
N – количество линий
![]()
Ванна анодной активации.
С (CrO3)=250г/л.
![]()
Ванна хромирования.
С (H2SO4) = 2,5г/л.
С (CrO3)=250г/л.
