Извлечение серной кислоты из отработанного травильного раствора
Введение
В процессе удаления окалины или травления серной кислотой железных и стальных деталей, например листов, полос или проволоки, железо растворяется в сернокислом травильном растворе с образованием сульфата двухвалентного железа. При продолжительном использовании содержание серной кислоты в травильном растворе уменьшается, а концентрация двухвалентного железа возрастает и в какой-то момент скорость травления становится настолько малой, что отработанный травильный раствор приходится заменять.
1. Обработка промывных вод травильных агрегатов
Очистка поверхности металлоизделий от оксидов металлов (окалины) и иных налетов (SiO2, Cr2О3 и др.) – важнейшая технологическая операция, осуществляемая в основном путем травления в кислотных, щелочных и иных растворах, иногда – расплавах, часто с использованием предварительного механического воздействия (разрушения) на поверхностную пленку.
В России преимущественно продолжает применяться сернокислое травление, в то время как за рубежом широко используют соляную кислоту [1].
Для травления чугуна и кремнистых сталей применяют растворы, содержащие плавиковую кислоту, которая хорошо растворяет соединения кремния. При подготовке изделий к эмалированию, покрытию лаком или краской применяют фосфорнокислое травление, так как образующаяся при этом пленка фосфата железа обладает хорошей адгезией к покрытиям.
В последние годы российские предприятия продолжают постепенный переход на травление металлоизделий в соляной кислоте вместо серной. Крупнейшие металлургические предприятия – Магнитогорский (ММК), Новолипецкий металлургические комбинаты, Северсталь и др. завершили или завершают этот процесс, но остается еще огромное количество больших и малых (по расходу кислоты на травление) металлургических и металлообрабатывающих предприятий, использующих сернокислотное травление. Это – дань традиции и нежелание реконструировать свое кислотное хозяйство.
Кроме известных технологических преимуществ – высокой скорости травления, отличного качества протравленной поверхности, сравнительно малого расхода промывной воды (ПВ) и др. – в настоящее время на первое место выходят экологические факторы. Применение солянокислых травильных растворов позволяет обрабатывать все травильные стоки в одном регенерационном агрегате, при этом соляная кислота почти вся возвращается в производство, и в качестве побочных образуются полностью утилизируемые продукты – оксид железа, дистиллят, раствор хлорида натрия. Именно в этом – экологическом – смысле использование солянокислого травления с последующей регенерацией стоков служит образцом при всех способах травления. Такой безотходный метод получил название "травильно-регенерационный комплекс" [2].
В практике травления существенное значение имеет организация удаления остатков травильной жидкости (ОТР) с поверхности протравленных изделий. Протравленные металлоизделия обладают развитой поверхностью, поэтому удаление травильного раствора, необходимое для предотвращения коррозии металла, качественного нанесения какого-либо покрытия, всегда необходимо. В настоящее время при создании травильно-регенерационных комплексов количество ПВ для удаления травильного раствора является решающим фактором. Поэтому проблема уменьшения количества ПВ с одновременным уменьшением количества попадающей в нее травильной жидкости была и остается весьма актуальной. Практические приемы сокращения попадания ОТР в ПВ хорошо известны:
1) удаление избытка травильного раствора с поверхности протравленного изделия за счет стекания (выдержка над ванной, встряска); сдув раствора; механическое удаление с полосы (отжимными валиками, резиновыми пластинами и др.);
2) окунание изделия в непроточную ванну (ванну-ловушку);
3) создание промывочных каскадов для уменьшения объемов ПВ.
Для улучшения качества поверхности протравленного трансформаторного металла и сокращения количества стоков ВИЗом совместно с институтом "ВНИПИчерметэнергоочистка" разработана и внедрена технология противоточной каскадной водовоздушной промывки (рис. 1).
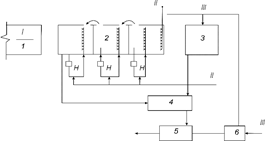
Рис.1. Схема противоточной каскадной водно-воздушной промывки протравленного рулонного металла: 1 – травильные ванны; 2 – ванны промывки холодной водой; 3 – ванны промывки горячей водой; 4 – сооружения очистки ПВ; 5 – выпарная установка; 6 – резервуар воды чистого оборотного цикла; I – протравленный рулонный металл; II – воздух; III – вода чистого оборотного цикла.
Вместо очищенной ПВ стали применять воду чистого оборотного цикла. Внедрение новой системы сократило расход воды в 4 раза, однако повысилась концентрация примесей в ней. Очищать такую воду чрезвычайно сложно. Потребовалось изменить схему: были введены, например, сгустители осадка. Всю очищенную воду стали подавать на выпарку.
Работа по усовершенствованию промывки травленой полосы была проведена на агрегате непрерывного солянокислого травления (НТА) цеха углеродистой ленты ММК, где применяют каскадную многоступенчатую промывку полосы. В проектной технологии была предусмотрена промывка полосы холодной водой в двух каскадных ступенях, нейтрализация остатков хлоридов железа на полосе в 2%-ном растворе щелочи (NaOH) и промывка полосы от щелочного раствора в двух каскадах горячей промывки. Каждая ступень имеет линии циркуляции с насосами для подачи воды в коллекторы. Вода удаляется с полосы отжимными роликами и стекает обратно в ванну. Свежую горячую и холодную воду подают соответственно в последнюю ступень горячей и холодной промывок, из первого отсека загрязненная холодная вода поступает в бак для дальнейшей переработки, а горячая вода вместе со щелочными стоками передается на установку грануляции шлака.
Основной недостаток, осложнивший работу участка промывки в процессе эксплуатации, – накопление значительного количества шлама в промывных отсеках ванны нейтрализации и горячей промывки. Скопление шлама приводило к образованию пробок в отверстиях коллекторов, загрязнению поверхности полосы, выходу из строя насосов, трубопроводов, что требовало систематических остановок агрегата на профилактические ремонты. Усовершенствованная схема промывки полосы включает в себя каскадные двухступенчатую холодную и трехступенчатую горячую промывки. В ванну холодной промывки подают вторичный конденсат выпарной установки, входящей в комплекс установок утилизации сточных вод травильного отделения. Температура конденсата – 30–50°С, количество – не менее 5 м3/ч. Применение технологии промывки полосы на НТА в течение года позволило практически полностью исключить образование шлама в промывных отсеках, обеспечить улучшение условий эксплуатации участка промывки и соответственно повысить эффективность промывки. В результате этого остаточная загрязненность полосы хлорном уменьшилась более чем в 3 раза (с 7–16 до 1–6 мг/м3), улучшилось качество поверхности полосы, уменьшились плановые простои НТА на 180 ч в год, увеличилась скорость прохождения металла через агрегат и, соответственно, производительность НТА на 1500 т в год, сэкономлено 90 т в год каустика, а также сократились затраты труда на ремонт и чистку оборудования [3].