Извлечение сульфит натрия из отходов процесса производства тринитротолуола
Газы, отходящие после конденсатора 10, содержат значительное количество паров легколетучего бензола (особенно при использовании разбавленных фракций олефинов). Для улавливания бензола эти газы направляют в абсорбер 13, который орошается полиалкилбензолами, выделенными из реакционной массы на стадии разделения. Собирающийся в нижней части абсорбера раствор бензола в полиалкилбензолах поступает в реакционный аппарат 9 для переалкилирования. Газы после абсорбера 13 промывают водой в скруббере 14 для удаления НСl и с6расывают в атмосферу или используют в качестве топочного газа.
Углеводородный слой, отбираемый после сепаратора 12, состоит из бензола, моно- и полиалкилбензолов. В нем присутствуют также в небольшом количестве другие гомологи бензола, получившиеся за счет примесей олефинов в исходной фракции или путем частичной деструкции алкильной группы под действием АlСl3.
При синтезе этил- и изопропилбензола реакционная масса содержит: 45–55 масс. % бензола, 35–40 масс. % моноалкилбензола, 8–12 масс. % диалкилбензола и до 3 масс. % более высокоалкилированных соединений, побочных продуктов и смол. Вся эта смесь проходит водяной холодильник 15 и дополнительно отстаивается в холодном сепараторе 16, откуда каталитический комплекс периодически возвращают в алкилатор. Алкилат направляют после этого на очистку от растворенного хлороводорода и следов хлорида алюминия. С этой целью смесь промывают в системе противоточных колонн 17 и 18 вначале водой, а затем водной щелочью. Нейтрализованная смесь углеводородов (алкилат) поступает на ректификацию.
Продукты реакции разделяют в нескольких непрерывно действующих ректификационных колоннах (на схеме не показаны). В первой колонне отгоняют бензол и воду, растворившуюся в углеводородах на стадии промывки. В следующей колонне в вакууме отгоняют фракцию, содержащую главным образом целевой продукт, но с примесью ближайших гомологов бензола. Затем ее подвергают дополнительной ректификации с выделением технического этил- или изопропилбензола. Кубовая жидкость второй колонны содержит полиалкилбензолы с примесью продуктов осмоления, которые образуются под действием АlСl3. Полиалкилбензолы отгоняют в вакууме от смол и используют для абсорбции бензола из отходящих газов и приготовления каталитического комплекса. Через эти промежуточные операции полиалкилбензолы снова возвращают в аппарат 9, где их подвергают деалкилированию. Выход целевого продукта с учетом всех потерь достигает 94–95 % при расходе 10 кг АlСl3 на 1 т моноалкилбензола.
Данная технология алкилирования бензола имеет ряд недостатков и в последнее время непрерывно совершенствуется. Так, для уменьшения количества сточных вод предлагалось разлагать кислотный алкилат небольшим количеством воды, при этом получается концентрированный раствор гексагидрата АlСl3, находящий разнообразное применение. Предлагалось проводить неодинаковые по скорости процессы алкилирования бензола и переалкилирования полиалкилбензолов в разных аппаратах, что снижает количество рециркулята и энергетические затраты и позволяет работать при меньшем избытке бензола по отношению к олефину.
Один из вариантов усовершенствованного процесса алкилирования состоит в применении небольшого количества каталитического комплекса, растворяющегося в алкилате (гомогенное алкилирование). В этом случае, ввиду отсутствия больших масс катализатора, проводят реакцию при 160–200 °С и соответствующем давлении, необходимом для поддержания смеси в жидком состоянии. Схема гомогенного алкилирования бензола представлена на рис. 2.
В алкилатор 1 подают этилен, бензол и небольшое количество каталитического комплекса, снимая выделяющееся тепло кипящим водным конденсатом и генерируя технологический пар (при обычной технологии это тепло не утилизируется). Полученный алкилат поступает в переалкилатор 2, куда подают полиалкилбензолы (ПАБ) со стадии разделения; взаимодействуя с бензолом, они образуют дополнительное количество целевого продукта. Алкилат из аппарата 2 дросселируют до атмосферного давления и подают в сепаратор 3, при этом выделяющуюся энергию полезно утилизируют для испарения части бензола, который конденсируют и возвращают на алкилирование. Жидкий алкилат из сепаратора 3 охлаждают и направляют на нейтрализацию и последующее разделение. По этой технологии уже работают несколько установок большой единичной мощности.

Рис. 2. Технологическая схема процесса гомогенного алкилирования бензола: 1 — алкилатор; 2 — переалкилатор; 3 — сепаратор; 4 — конденсатор; 5 — холодильник
Гидрирование бензола
При гидрировании бензола получают циклогексан (2) — один из трех основных продуктов, определяющих спрос на бензол. Условия гидрирования бензола зависят от степени его чистоты. Гидрирование бензола, очищенного от тиофена, проводят при 140–200 °С и давлении 1–5 МПа; катализатором является никель, нанесенный на оксид хрома(III) или алюминия. При наличии в бензоле примесей, содержащих серу, в качестве катализатора используют сульфиды никеля, кобальта, молибдена или вольфрама, нечувствительные к сернистым соединениям. Эти катализаторы требуют значительно более жестких условий гидрирования: процесс ведут при температуре 320–360 °С и давлении ~30 МПа.
В качестве сырья используют нефтяной или каменноугольный бензол. При использовании нефтяного бензола циклогексан получается высокого качества. Однако в последнее время все чаще используется каменноугольный бензол, который характеризуется повышенным содержанием примесей, и циклогексан, полученный из каменноугольного бензола, нуждается в дополнительной очистке.
На рис. 3 приведена схема процесса производства циклогексана, разработанного Французским институтом нефти. Циклогексан получается высокой степени чистоты. Процесс гидрирования протекает в две стадии: на первой происходит гидрирование основной части бензола на суспендированном непирофорном никеле Ренея, на второй — догидрирование на стационарном катализаторе Ni / Al2O3.
Бензол и водород поступают в основной реактор жидкофазного гидрирования 1, в который предварительно насосом в виде суспензии подается катализатор. Однородность распределения катализатора обеспечивается барботированием газа через жидкость и интенсивной циркуляцией реакционного раствора через выносной теплообменник 3, в котором генерируется технический пар низкого давления. Температура в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа).
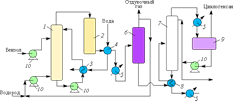
Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; 10 — насосы
Продукты реакции из верхней части основного реактора гидрирования поступают во вспомогательный реактор 2, в котором реализуется практически 100%-я степень превращения бензола в циклогексан. Затем продукты через теплообменники отводятся в сепаратор высокого давления 6 и подвергаются фракционированию в колонне стабилизации 7. Газообразные продукты из сепаратора частично возвращаются на рецикл, а из колонны стабилизации через холодильник 8 поступают в сепаратор 9, из которого отводят готовый продукт. Газы отдувки из сепаратора и колонны стабилизации используются в качестве топлива.