Первичная подготовка нефти
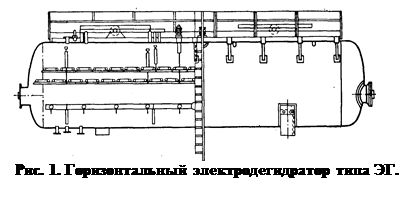
За последние годы в нашей стране и за ее пределами получили распространение горизонтальные электродегидраторы. Конструкция такого аппарата, рассчитанного на давление до 18аг и температуру процесса 140-160°С, приведена на рис. 7. Горизонтальные электродегидраторы имеют диаметр 3-3,4 н и объем 80 и 160 м3. Повышение расчетного давления и температуры играет большую роль, так как позволяет проводить глубокое обезвоживание и обессоливание трудно обессоливаемых нефтей.
Электроды в горизонтальном электродегидраторе расположены почти посредине аппарата. Они подвешены горизонтально друг над другом. Расстояние между ними составляет 25-40 см.
Ввод сырья в горизонтальный электродегидратор осуществляется через-расположенный вдоль аппарата горизонтальный маточник. Поступая в аппарат, нефть попадает в слой отстоявшейся воды, а затем - в зону под электродами, в межэлектродное пространство, и, наконец, в зону над электродами. В верхней части дегидратора располагаются выкидные коллекторы обработанной нефти. Достоинством этой конструкции является большой путь движения нефти и время ее пребывания в аппарате, так как ввод сырья расположен значительно ниже, чем в других электродегидраторах. При этом улучшаются условия отстаивания воды.
Кроме того, в горизонтальном электродегидраторе крупные частицы воды выпадают из нефти еще до попадания в зону сильного электрического поля, расположенную в межэлектродном пространстве. Поэтому в нем можно обрабатывать нефть с большим содержанием воды, не опасаясь чрезмерного увеличения силы тока между электродами.
 |
Режим обессоливания. Температура и давление процесса обессоливания во многом зависят от конструкции аппарата. Большое значение имеют свойства обессоливаемой нефти. Многие нефти хорошо обессоливаются при 70-90°С. Однако для таких нефтей, как ромашкинская, особенно в тех случаях, когда они поступают с промыслов плохо подготовленными, приходится повышать температуру обессоливания до ПО-160°С. Повышение температуры обессоливания увеличивает электрическую проводимость и силу тока, усложняет условия работы изоляторов.
Важное значение имеет равномерная подача в нефть деэмульгатора. Расход деэмульгаторов на ЭЛОУ составляет: НЧК-ог 500 до 5000 а/т, ОЖК-от 20 до 60 а/г. ОП-10 - от 35 до 50 г1т нефти. Деэмульгатор НЧК подается в нефть в чистом виде, а неионогенные деэмульгаторы - в виде 2-5%-ных водных растворов.
В нефть также подается щелочь, которая необходима для создания при обессоливании нейтральной или слабощелочной среды. В такой среде ускоряется процесс деэмульсации, уменьшается сила тока в электродегидраторах и коррозия аппаратуры. Расход щелочи составляет до 50 г/т нефти.
2. Характеристика исходного сырья
Добываемая из скважин эмульсия представляет собой многофазную систему, состоящую из нефти, пластовой воды и попутных нефтяных газов. Нефть представляет собой химически сложную компонентную смесь, состоящую из метановых, нафтеновых, ароматических групп углеводородов.
Физико-химические свойства нефтей. Таблица 1.
|
№ п\п |
Наименование показателей |
Месторождения | |||||
|
Комарьинское |
Солкинское |
Западно-Солкинское |
Быстринс кое |
Вачемское |
Карьяунское | ||
|
1. |
Плотность, кг/м3по ГОСТ 39000-85 |
878 |
878 |
872 |
862-914 |
903 |
915 |
|
2. |
Вязкость кинематическая, кв2/с (сет) по ГОСТ 33-82: при 20 °С при 50 °С |
26,28 14,71 |
32,37 10,09 |
21,22 7,27 |
43,6 25,6 |
69 20 |
116,68 26,55 |
|
3. |
Содержание в нефти, % масс. воды, ГОСТ 2477-65: солей, мг/л ГОСТ21534-76 серы по ГОСТ 1437-75 парафина по ГОСТ 11851-86 смол по ГОСТ 11858-66 асфальтенов по ГОСТ 11858-66 меркаптанов сульфида железа мех.примесей по ГОСТ 11858-66 |
85-90 230 1,23 19,33 4,10 0,01661 0,0205 |
86-90 115,14 1,4 4,4 8,3 3,35 0,0034 0,01153 |
85-90 58,96 0,99 3,04 3,5 3,07 0,00292 0,0227 |
60,0-85 3447,4 0,9-2,3 2,4-5,2 4,8-12,8 1,8-4,2 0,08 |
40,0-65 3950 1,3 2,4 7,6 3,0 0,2348 |
15,0-30 186,43 - 2,5 15,84 1,98 0,0191 |
|
4. |
Фракционный состав по ГОСТ 2171-82, % от начала кипения: до 100 °С до 200 °С до 300 °С до 350 °С |
90 1,0 19,0 26,7 |
75 2,0 23,0 36,3 |
87 1,4 20,0 40,0 |
86 4,5 12,0 47,0 |
86 6,0 15,0 30,0 |
97 0,8 5,4 17,8 |
|
5. |
Температура застывания, ГОСТ 20287-74 |
-10 |
-2 |
-4 |
-30,0 |
-30,0 |
- |
|
6. |
Температура вспышки, ГОСТ 6356-75 |
38 |
36 |
28-35 |
24-37 |
37 | |