Переработка нефти
Катализатор оказывает большое влияние на реакцию гидрокрекинга. Характер реакции можно изменять соответствующим выбором катализатора. В качестве примера можно отметить, что при гидрировании парафиновых углеводородов нормального строения в присутствии никеля на алюмосиликате протекает не только гидрокрекинг, но и изомеризация. Если водород заменить азотом, то изомеризация не протекает.
Изомеризация н-парафинов, протекающая при риформинге, приводит к образованию разветвленных углеводородов:
![]()
Следует отметить, что пентановые и гексановые фракции прямогонного бензина и без риформинга имеют сравнительно высокое октановое число. Изомеризация нормальных парафинов С7—С10 теоретически должна дать значительное повышение октановых чисел, но практически в существующих условиях каталитического риформинга эта реакция не протекает. Вместо нее указанные углеводороды вступают в реакции гидрирования и гидрокрекинга. Поэтому реакция изомеризации играет при процессах каталитического риформинга лишь подсобную роль. Например, ароматизация замещенных пятичленных нафтенов основывается, как указывалось выше, на способности катализатора изомеризовать эти нафтены в шестичленные, которые наиболее легко дегидрируются до ароматических углеводородов.
Дегидроциклизацию парафинов можно показать и на следующем примере
![]()
т. е. из одной молекулы н-гексана образуются одна молекула бензола и четыре молекулы водорода, и общий объем образовавшихся продуктов в 5 раз превышает объем непревращенного н-гексана. Дегидроциклизация парафинов с образованием ароматических углеводородов стала одной из важнейших реакций каталитического риформинга.
Каталитическая дегидроциклизация парафинов протекает с предпочтительным образованием гомологов бензола с максимальным числом метильных заместителей в ядре, которое допускается строением исходного углеводорода. При увеличении молекулярного веса парафиновых углеводородов реакция дегидроциклизации облегчается .
Возможные пути перехода от парафиновых углеводородов к ароматическим можно выразить следующей схемой;

Каталитическая дегидроциклизация парафиновых углеводородов осуществляется в присутствии эффективного катализатора. В настоящее время изучено большое количество катализаторов. Наибольшее применение имеют окиси хрома и молибдена на носителях в присутствии добавок (платина, палладий, церий и кобальт). Установлено, что дегидроциклизация на алюмохромовом катализаторе в значительной степени подвержена влиянию давления: при низких давлениях степень превращения сырья повышается. В противоположность этому, на алюмомолибденовых катализаторах степени превращения при высоких и низких давлениях примерно одинаковы.
В присутствии платинового катализатора возможны два механизма дегидроциклизации: 1) непосредственное образование ароматических углеводородов из парафинов и 2) образование шести-членных нафтенов с их последующей дегидрогенизацией. В присутствии окисных катализаторов парафиновые углеводороды могут превращаться в ароматические углеводороды и через олефины. В последнее время Б. А. Казанский с сотр. разработал и рекомендовал алюмохромокалиевый катализатор для реакций дегидрирования и дегидроциклизации различных углеводородов. Испытания этого катализатора на лабораторных и пилотных установках показали его высокие качества.
Процесс дегидроциклизации н-парафинов обладает рядом преимуществ и в сочетании с процессом риформинга может быть успешно использован в промышленности. Выход бензола в этом процессе в 2—3 раза превосходит его выход при риформинге.
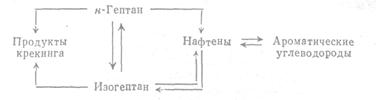
Реакции ароматических углеводородов. При каталитическом риформинге некоторая часть ароматических углеводородов (содержащихся в сырье и образующихся в процессе риформинга) разлагается. В жестких условиях процесса парафины нормального строения превращаются в ароматические углеводороды, но в результате дегидроциклизации средний молекулярный вес образующихся ароматических углеводородов оказывается меньше, чем у ароматических углеводородов, получаемых в мягких условиях. Уменьшение содержания ароматических углеводородов C9—С10 и выше при большой жесткости режима объясняется, вероятно, отщеплением боковых цепей и даже разрывом бензольного ядра. Примерная схема процессов, происходящих при каталитическом риформинге, следующая (на примере н-гептана):
Подбирая условия процесса, можно регулировать протекание указанных выше реакций. Получаемый при каталитическом риформинге бензин является смесью ароматических углеводородов с изопарафиновыми и вследствие этого обладает высокими антидетонационными свойствами. Он очень стабилен и почти не содержит серы.
4.Сырье и продукты каталитического риформинга.
4.1.Сырье
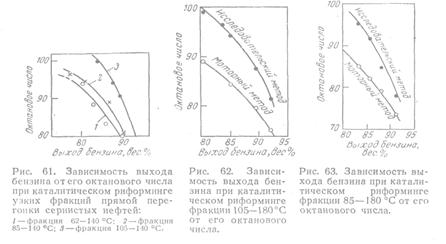
В качестве сырья для каталитического риформинга обычно используют бензиновые фракции первичной перегонки нефтей. Пределы выкипания этих фракций колеблются в широком интервале— от 60 до 210°С. Для получения ароматических углеводородов в большей части используют фракции, выкипающие при 60— 105 или при 60—140°С, а для получения высокооктановых автомобильных бензинов — фракции 85—180 °С. Иногда широкую фракцию, выделяемую на установке первичной перегонки нефти, дополнительно разгоняют на более узкие фракции на установках вторичной перегонки.
На рис. 61 показана зависимость октанового числа бензина от его выхода при каталитическом риформинге различных фракций (62—140, 85—140 и 105—140°С), полученных при первичной перегонке сернистых нефтей. С утяжелением сырья в пределах 85— 140 °С уменьшается содержание ароматических углеводородов и несколько снижается октановое число бензинов. Важно подчеркнуть, что между выходом бензина при риформинге и его октановым числом существует определенная зависимость — с повышением октанового числа (независимо от метода определения) выход бензина уменьшается. Эта же зависимость подтверждается данными приведенными на рис. 62 и 63. Сопоставление результатов рифор-минга фракций 85—140 °С (при 20 ат) и 140—180 °С (при 40 ат) с результатами риформинга широкой фракции 85—180 °С при 20 ат показывает, что в случае риформинга фракции 85—180 °С выход бензина с октановым числом 95 (по исследовательскому методу) возрастает на 2—2,5%.
Однако раздельный риформинг бензиновых фракций имеет некоторые преимущества: большая продолжительность работы катализатора без регенерации, лучшая маневренность в работе и т. д. Поэтому выбор того или иного варианта получения высокооктанового бензина определяется с учетом конкретных условий работы нефтеперерабатывающего завода. Весьма важно учитывать возможность и целесообразность получения ароматических углеводородов.